表面处理热镀锌
产地常州
材质Q235B
质量认证ISO9001
税票包含
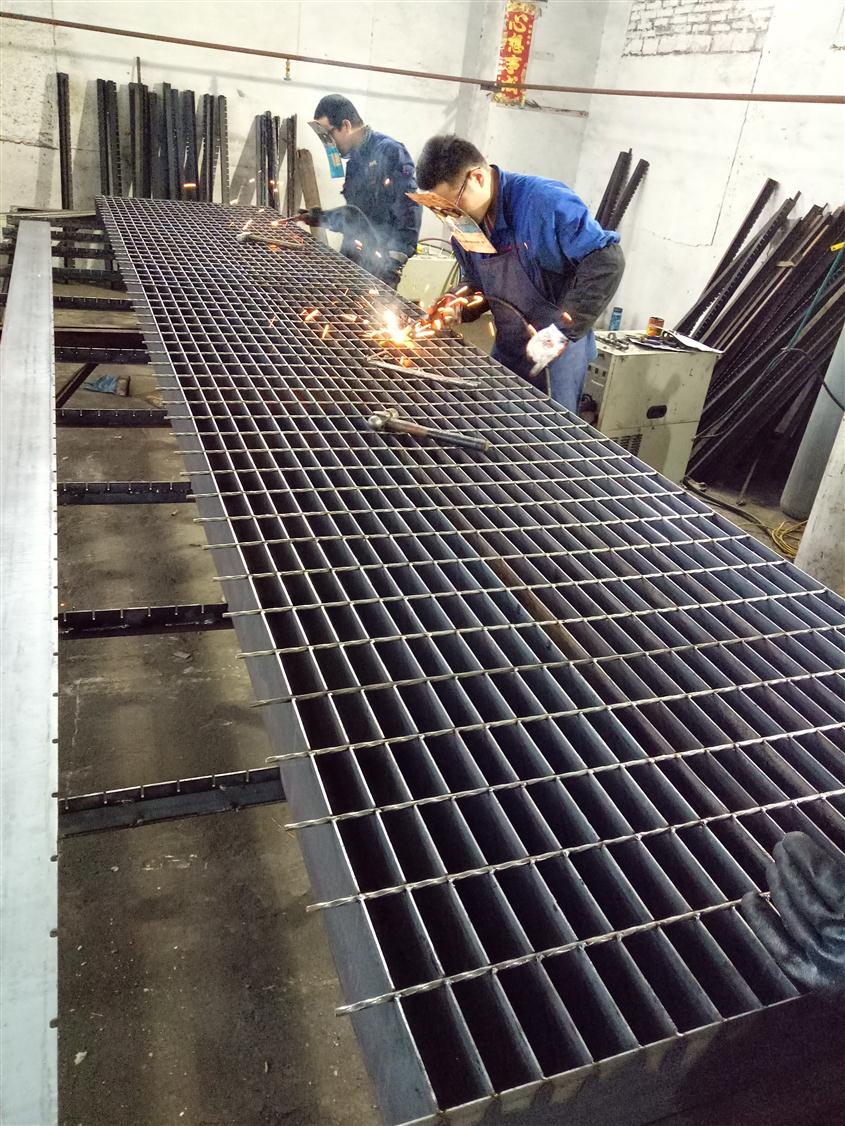
复合钢格栅是由具有一定能力的跨钢格栅板和密封外观的条纹板组合而成的一种产品,它可以是任何类型的钢格栅板和不同厚度的钢板。常用的钢格栅板为G323/40/100为低板;条纹钢板常用3mm厚板,也可采用4mm、5mm或6mm板,可选择焊接和装置夹紧两种方式。焊接的优点是性的,不松动,具置在钢栅板顶部的每个角落都有扁钢,焊缝长度不小于20mm,焊角高度不小于3mm。设备卡箍强度被损坏热浸锌层且方便分开,每个设备至少需要4套,使用卡箍设备的数量增加并增加下面板的长度,安全的方式是不必,将螺钉头直接焊在横梁上,确保钢格板不会因为设备夹松和从梁,沟盖板作为大型钢铁产品,往往忽视re-delivery的过程中,可能会有轻微的变形现象,客户面临这样一个问题应该如何处理呢?沟盖板边板因磕碰而变形时,主张用大锤敲打变形或用扳手纠正变形。
钢格栅表面有时会出现。的明显现象是细渣带沿纵向在钢格表面形成条状或点状夹杂物,属轻微缺陷。那么是什么导致了表面的灰尘呢?如何控制?表面产生的原因是炉头锌表面的浮渣和固体锌渣中的凝结在炉头内。锌渣落在带钢表面,随着带钢通过锌锅凹辊产生轻微的线性压痕,或沿着钢格板纵向表面形成夹杂点形式的细渣带,产生。钢格栅板表面有的原因及控制方法控制方法:1。进炉带钢温度控制严格控制进锌锅带钢温度,因为带钢温度超过锌液20℃,不仅锌锅温度会升高,而且锌渣的数量也会增加。锌罐温度应严格控制,不超过(465±2)℃,以减少锌液温度波动,防止锌渣的形成。钢板(AL)锌溶液组成控制范围为0.19 ~ 0.22%,合金镀锌板(AL)锌溶液组成控制范围为0.10 ~ 0.15%。制作清洗机头锌渣的渣勺,每班清洗机头浮渣2-3次。炉鼻内加装锌渣吸附脱除装置,外部热风通过风机吹入封闭的炉鼻内。

平台钢格板规格:
1、扁钢间距为30的钢格板为工业领域用途广的品种。在常用钢格板的系列中,对表面冲击具有的抵力;
2、扁钢间距为40的钢格板为经济、轻便的品种。在跨距小的场合下,是理想的选择;
3、扁钢间距为60,横杆间距为50的钢格板是专为采矿业的应用而开发的品种,它解决了矿物溅落在板面上的难题,常用于采矿业的加工厂、转运站、破碎系统的板面。

平台钢格板材料:
1、扁钢和横杆均采用GB/T700的Q235制造,根据供需双方协议,也可采用其他材料制造;
2、扁钢采用热轧扁钢或经过纵剪的热轧或冷轧钢带;
3、扁钢尺寸允许偏差符合表一 YB/T4001.1-2007的规定;
4、齿型扁钢采用热轧扁钢或经过纵剪和冲齿的热轧或冷轧钢带。齿型尺寸在每100内不能少于5齿;
5、工字型扁钢的截面尺寸及截面惯性矩。

钢格板焊接时填充金属或一起作为导电金属丝焊接资料。在气焊和钨气体保护中,焊丝用作填充金属;在埋弧焊、esG焊等气体保护电弧焊中,焊丝既是填充金属又是导电电。焊丝可分为三类。焊丝表面未涂有抗氧化助焊剂。用于钢格板的焊丝大多属于这一类,包括碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢和有色金属焊丝。有些合金,如钴铬钨合金,不能锻造、轧制和拉伸,而是通过铸造制成的。主要用于手工堆焊钢格板,以满足耐氧化、耐磨损、耐高温腐蚀等功能要求。连续浇铸和液体揉捏可以生产出几米的钴铬钨焊丝,用于自动填充丝钨气体保护电弧焊,提高了焊接功率和堆焊层质量,也改善了工作条件。
钢格栅预留孔:由于工艺管穿孔和管道安装误差,钢格栅需要预留孔。孔的尺寸、位置和加工要求应在设计中正确说明。镀锌钢格板、不锈钢网格板在生产过程中没有大的区别,都是使用相同的扁钢形状,根据使用的规格和大小购买原材料和消隐,简而言之,不同的是不同的材料和不同的应用领域,一般来说,镀锌钢格栅板可以应付不锈钢格栅板可以更地完成其使命。生产车间再生产镀锌钢格栅产品也可能会在生产过程中出现一些产品质量问题,如果想要避免这些问题的发生就会发现问题一(1)、材质:(2)、焊接质量问题:在镀锌钢格栅的焊接过程中,车间的焊接工人在焊接生产过程中出现了焊接误差造成的问题。这种事情是非常严重的钢板产品质量的问题,如果你是,必须及时督促员工正确的,或者是老客户将运行。(3),镀锌钢网格角毛刺现象,扁钢麻花钢焊后的成品在角落钢网格将不可避免地出现毛刺,(4)表面热镀锌问题:尽量不要在表面处理后遇水,否则表面会出现抗碱现象,虽然不影响产品的使用,也不影响钢格的使用。
http://www.czgmr.com