表面处理热镀锌
产地常州
材质Q235B
质量认证ISO9001
税票包含
许多钢格板在安装之前将先增加了腐蚀过程中,为了提高板的稳定性,复合钢格板安装时用户需要注意板材的选择,例如在板镀锌铁皮可以耐腐蚀性强,在使用印版的过程中也可以通过钝化工艺的方式进行。在使用这种钢格栅板的过程中,要注意加工方法的选择,还需要知道如何辨别板材的真伪。目前市场上销售的数量和类型复合钢格板很多,可以观察到当识别检验单通过镀锌的厚度来确定其真实性和普通钢板镀锌厚度达到一定标准,如果锌膜厚度不均匀,或太薄,但是有些板材在加工过程中工艺方法可能不符合标准,这样的板材在使用过程中容易出现质量问题,所以在选择钢格板时一定要知道如何识别。
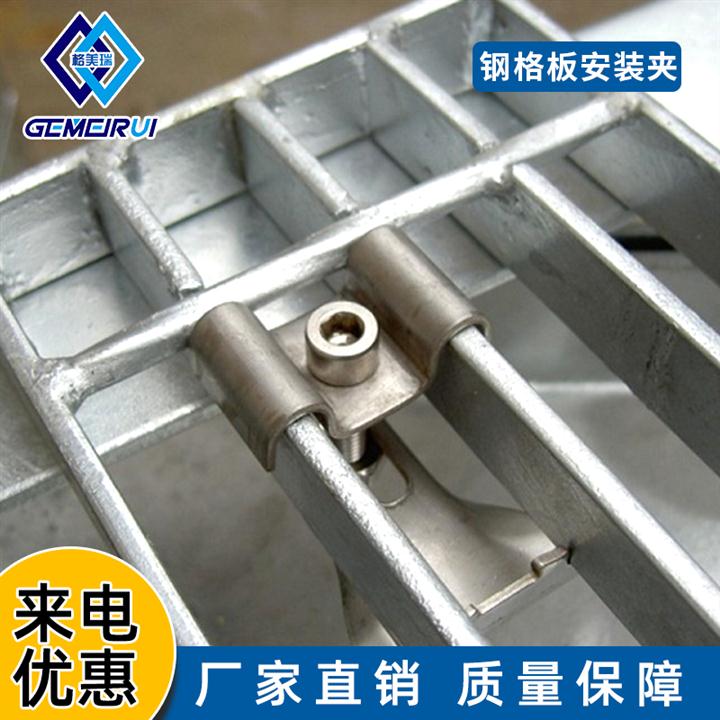
钢格板修复焊接有时也采用铸丝。用薄的钢带卷成圆形或异形钢管,满一定成分的粉末,通过把缝药芯焊丝,或无缝钢管制成的药芯焊丝填充粉把这种焊丝焊接功率高,适应性好钢网格,试验生产周期短,因此其用途和使用范围也在不断扩大。选择设备夹方面需要注意的几个问题。设备夹主要分为A型、B型和C型三种类型的规范,在常用哪种类型,设备夹承认根据孔径的大小选择多少设备,上下部分的直径8毫米螺栓固定,一般一般孔径30mm和40mm的设备夹是通用的设备夹,因为孔径是常用的,所以现在这两种规格的孔径都可以随意使用。其次要了解沟盖板的选择,材质也不同,焊接方法也是可选的。材质可以选择不锈钢材质作为沟盖板,光泽好,相对比较贵,热镀锌比较常见,价格便宜美观,所以这两种材质是不同的,设备夹的选择也是搭配不锈钢设备夹或者热镀锌设备夹。以上焊接方法例如,如果是焊接,则是在扁钢的方位角上,选择方位角20mm与距离3mm的扁钢进行焊接,设备夹直接固定在钢梁或两块坡口盖板之间。具体轮廓仍根据实际施工轮廓定制。
钢格栅表面有时会出现。的明显现象是细渣带沿纵向在钢格表面形成条状或点状夹杂物,属轻微缺陷。那么是什么导致了表面的灰尘呢?如何控制?表面产生的原因是炉头锌表面的浮渣和固体锌渣中的凝结在炉头内。锌渣落在带钢表面,随着带钢通过锌锅凹辊产生轻微的线性压痕,或沿着钢格板纵向表面形成夹杂点形式的细渣带,产生。钢格栅板表面有的原因及控制方法控制方法:1。进炉带钢温度控制严格控制进锌锅带钢温度,因为带钢温度超过锌液20℃,不仅锌锅温度会升高,而且锌渣的数量也会增加。锌罐温度应严格控制,不超过(465±2)℃,以减少锌液温度波动,防止锌渣的形成。钢板(AL)锌溶液组成控制范围为0.19 ~ 0.22%,合金镀锌板(AL)锌溶液组成控制范围为0.10 ~ 0.15%。制作清洗机头锌渣的渣勺,每班清洗机头浮渣2-3次。炉鼻内加装锌渣吸附脱除装置,外部热风通过风机吹入封闭的炉鼻内。

平台钢格板的质量优劣主要取决于平台格栅板表面的镀锌,采用的镀锌还是冷镀锌,平台格栅板可以采用冷镀锌和热镀锌两种处理方式,热镀锌平台格栅板的有点在于他的防腐能力,强,而冷镀即电镀,即把锌盐溶液痛过电解,给镀件上镀层,一般来说不用加热,上锌量很少,遇到潮湿环境很容易脱落。 对于平台格栅板的环保问题热镀锌污染物排放更少一些,热镀锌的污染物主要是酸洗工件的废酸.而冷镀锌的污染物主要包括酸洗工件的废酸、电镀废液、废钝化液等。
钢格板焊接时填充金属或一起作为导电金属丝焊接资料。在气焊和钨气体保护中,焊丝用作填充金属;在埋弧焊、esG焊等气体保护电弧焊中,焊丝既是填充金属又是导电电。焊丝可分为三类。焊丝表面未涂有抗氧化助焊剂。用于钢格板的焊丝大多属于这一类,包括碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢和有色金属焊丝。有些合金,如钴铬钨合金,不能锻造、轧制和拉伸,而是通过铸造制成的。主要用于手工堆焊钢格板,以满足耐氧化、耐磨损、耐高温腐蚀等功能要求。连续浇铸和液体揉捏可以生产出几米的钴铬钨焊丝,用于自动填充丝钨气体保护电弧焊,提高了焊接功率和堆焊层质量,也改善了工作条件。
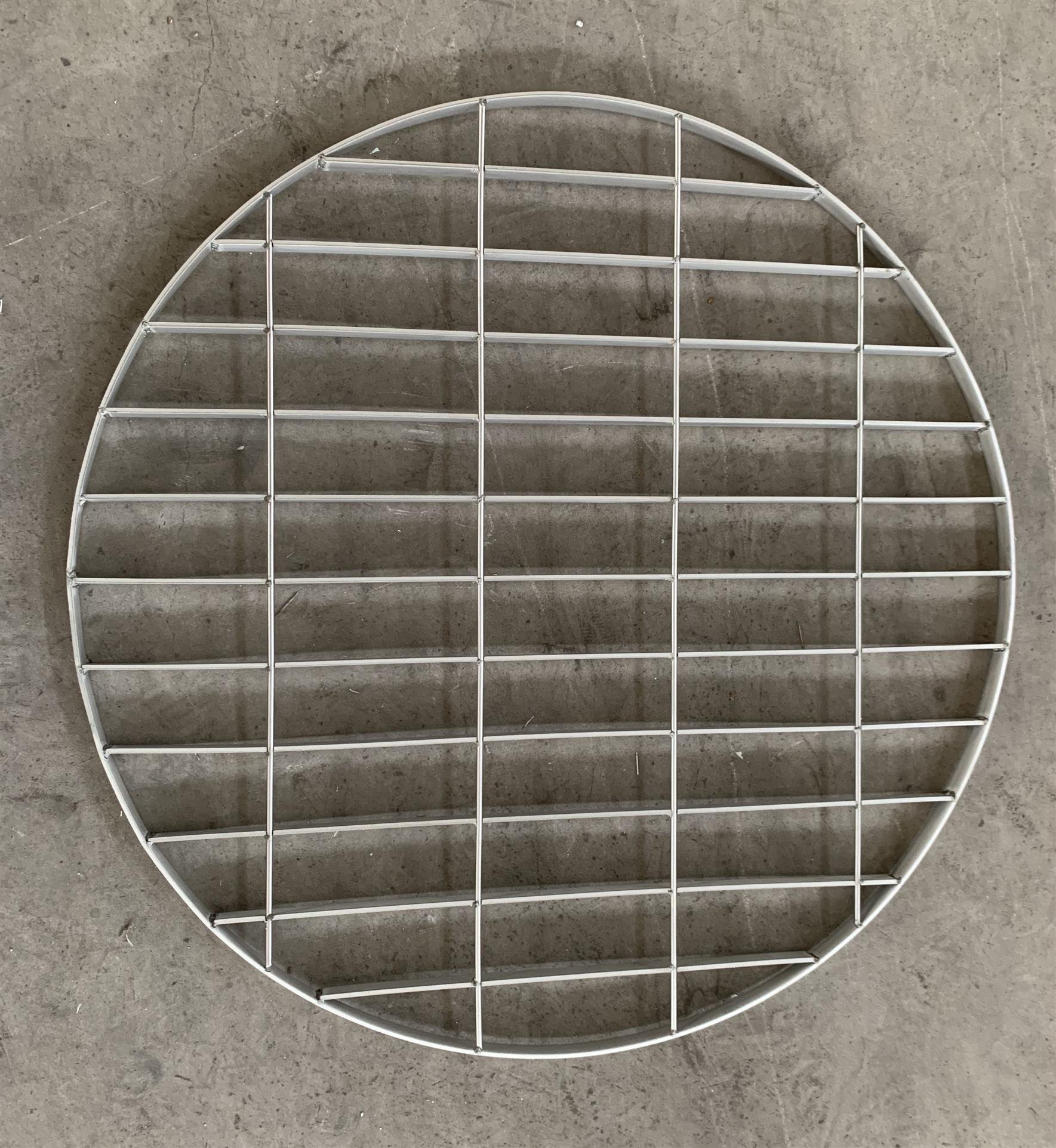
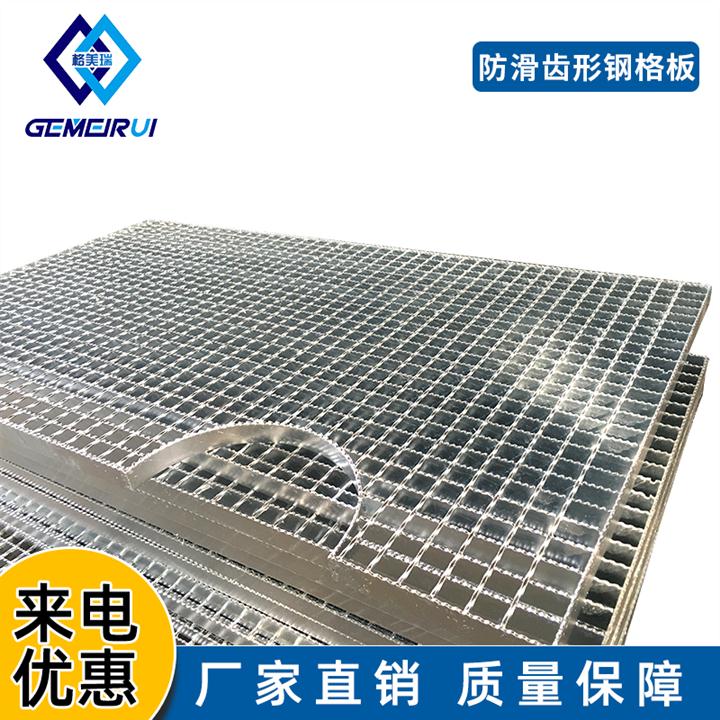
热镀锌钢格栅板一般采用碳钢材质,其表面采用热镀锌或烤漆处理,以避免氧化,也可以采用不锈钢材质。由于烤漆钢格栅的防腐性能远不如热镀锌钢格栅,而不锈钢格栅的造价又太高,通常大部分采用热镀锌钢格栅。热镀锌钢格栅板的分类:按消耗过程可分为压焊热镀锌钢格栅板和压锁热镀锌钢格栅板;按承载扁钢的形状可分为I型热镀锌钢格栅板,锯齿形热浸镀锌钢格栅板平面镀锌钢格栅板,镀锌钢格栅板是用扁钢按照一定的间距和横梁停止编织安排,并焊接到中间与平方晶格是一种钢材,钢格板主要用于水沟盖板,钢结构平栈板,钢梯步板,钢筋一般采用扭曲的方钢,也可用扁钢作钢筋。镀锌钢格栅板的要求是比较多的,因为不同的应用类别的要求也会不同。
http://www.czgmr.com