产地常州
执行标准YB/T4001.1-2007
材质Q235B
税票包含
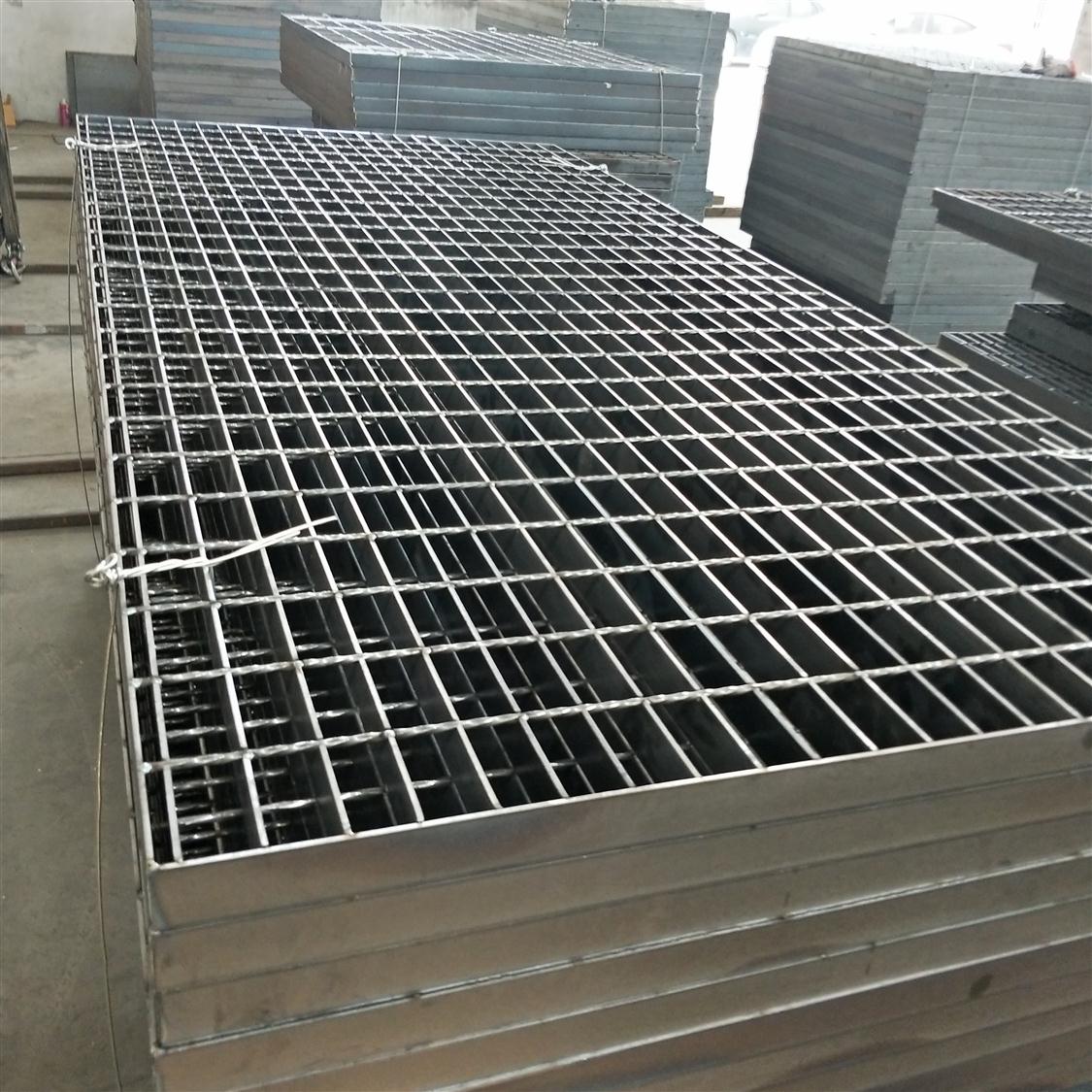
表面处理热浸锌
镀锌钢格栅板镀锌钢格栅板技术是非常高的。钢格栅板的锌层厚度要求也比较严格。钢格栅板的锌层过薄会导致钢格栅板的孔隙中出现漏镀现象,这会降低钢格栅板的耐腐蚀性,从而影响钢格栅板的使用寿命。钢格栅锌层过厚不好。锌层过厚容易造成锌层脱落,严重影响钢格栅板的质量。所以在镀锌时要做好防腐工作,在镀锌前酸洗要彻底,不能预氧化残渣,否则镀锌就无法保证锌层能附着在钢网板表面。锌层不能太薄也不能太厚。热浸镀锌钢板具有较高的抗冲击性,较强的耐腐蚀性,让结构轻盈,外观也很美观大气,所以它具有很好的承载能力,经久耐用,与网格结构的牢固结合,经过热浸锌表面处理后能保持表面光泽度,还有一些防止污垢沉积的功能。由于锌表面经过热浸处理,其化学物理特性稳定,不易受到空气和微生物的腐蚀和氧化,可显著增强沟槽荷载,防止坍塌。采用扁钢间距为3cm的热镀锌钢格栅,具有较大的抗冲击性和跨距的特点。热镀锌钢格栅板的使用寿命很长,一般在40 - 50年的范围内,如果没有人为的损坏因素,热镀锌钢格栅板是值得一试的钢框架结构和称重平台。钢格栅厂家在热浸镀锌前应做好准备工作:先,平台钢格栅板的母金属表面应清洁无污物方可进入热浸镀锌池。酸洗是这里推荐的清洗表面简单的方法,但应避免过度酸洗。不能酸洗掉的表面污垢如油污、油漆、焊渣等污垢应在酸洗前清除掉,如果不直接清除,会直接影响钢网板的外观,后续的工艺是毫无意义的。,处理的钢格板、钢格板表面应尽可能没有太大毛孔和收缩,洞关节或焊接表面如果太突出的应该是喷砂、抛丸、电解酸洗或其他方法处理,也是钢格板质量是决定性因素!其次,平台钢格板制造商需要知道的是钢格板的表面粗糙度锌层厚度和锌层的结构也有影响,因为一般钢板表面不规则性仍将是,热浸后其结构会存在热浸锌后,经酸洗、喷砂、粗磨等处理后的钢格板可得到粗糙表面,经处理后的钢格板经热镀锌得到的锌层比单酸洗得到的锌层厚。
2022年4月份,尽管国际大宗商品价格高位运行,但在各地区和各部门贯彻落实保供稳价政策的努力下,PPI环比和同比涨幅均有所回落(详见图1),而对于国内制造企业来说,短期成本上升和订单转弱的影响仍存,国内制造企业的利润水平明显受到挤压,这将对国内制造行业的用钢需求造成不小的冲击。

【扬州地区建材市场社会库存调研】据富宝统计截止目前扬州地区,固业港,扬州港,江都港三个码头库存共计库存4.15万吨(上周4.85万吨),较上周减0.7万吨,扬州港降幅较大,这周降库为主。

船用钢格板
镀锌钢格板广泛应用于各种检修平台,如果制作工艺不达要求,将会造成很大的安全隐患。那么在制作时需要注意哪些问题呢。
首先。材料必须达标,这也是重中之重,材料达不到承重要求,那么后期一切的制作工艺都会宣告失败.
其次。孔径必须符合承重要求,有些钢格板厂家为了牟一己私利,孔径会做的偏大,然后就是这个小问题有时候会造成不可收拾的严重后果,06年青岛钢格板平台踏板,踩翻,就是因为孔径做的过大,导致维修机械轮子卡住造成的。
在者,钢格板的制作要平整,有些手工制作的,模具不正,导致钢格板做出来以后,对角线偏差太大,有的甚至放在地面上,一边高一边低。
其次,外形尺寸必须跟客户要求的达到一致(符合国标公差范围内),否则当客户安装时,仅仅是一点点的误差,可以放不进已做好的龙骨支架内,又或者偏小,不稳,等等。
后,钢格板表面处理一定要到位,若不然,在一些腐蚀性比较强的单位,很容易造成表面锌层被腐蚀,从而减少钢格板的使用寿命。
平台钢格栅是一种应用范围极其广泛钢格栅板产品,它主要用于工厂、车间、矿业、港口的各类平台都可选用、美观气派、安装方便,是一种更新换代的新型建筑产品。
平台钢格栅板特产如下:
1、可以在钢格板周边增焊踢板(挡边板)、花纹板护板,安装连接件等附件。
2、采用与钢格板载扁钢不同规格的扁钢包边,或用角钢、槽钢、方管等包边。
3、可在需经常移动或打开的平台钢格栅板上安装把手和铰链。
4、一般来说:平台钢格栅板的包边焊接标准是:系列1每五条焊一条;系列2每四条焊一条;系列3每三焊一条。焊缝为不小于3mm的单面角焊,焊缝长20mm。

插接钢格栅是一种具备承载能力较大的钢格栅板产品,由于其结构科学设计合理,通常用在对产品承载力或者是外观要求较高的部位。它由一定尺寸的扁钢经开槽(孔)、插接、焊接、精整等工序制造而成一种钢格栅板产品,是一种承载能力较大的钢格栅板产品,用于重承载力工业平台,安全系数较大。广泛铺设于走道观光平台、吊顶平台、幕墙外装修。表面处理可以分为镀锌、喷漆和浸塑。 与普通钢格栅板相比具有焊点牢固、网面平整,没有正和扁钢承载方向之分,设计美观、实用轻便、免维护等众多特点。
类型可分为四种:按插入方式不同及插入角度不同,可分为压制钢格栅板、重载钢格栅板、整体式钢格栅板、遮阳帘式钢格栅板等。
1.压制型插接钢格栅板:在将承载的扁钢切槽后,横杆扁钢压锁成型。一般来说生产普通型钢格板的加工高度为100mm。钢格板长度通常小于2000mm。
2.重载型插接钢格栅板是高扁钢和横杆扁钢互相咬合、在1200吨的压力下压紧成型的一种钢格栅板产品。它适用于跨距高承荷载场合。
3.整体型插接钢格栅板整体型插接钢格栅板的承载扁钢和横杆扁钢具有相同高度切槽深度为承载扁钢的1/2。钢格板高度不大于100mm。钢格板长度通常小于2000mm。
4.遮阳型插接钢格栅板:遮阳型插接钢格栅板的承载扁钢开30°或45°斜槽,槽杆扁钢开槽压锁成型。我们可以根据不同需要可交工其他间距、规格的钢格栅板,可使用普通碳钢、不锈钢、铝等材料。其中钢格栅板高度小于100mm。
船用钢格板
镀锌钢格板广泛应用于各种检修平台,如果制作工艺不达要求,将会造成很大的安全隐患。那么在制作时需要注意哪些问题呢。
首先。材料必须达标,这也是重中之重,材料达不到承重要求,那么后期一切的制作工艺都会宣告失败.
其次。孔径必须符合承重要求,有些钢格板厂家为了牟一己私利,孔径会做的偏大,然后就是这个小问题有时候会造成不可收拾的严重后果,06年青岛钢格板平台踏板,踩翻,就是因为孔径做的过大,导致维修机械轮子卡住造成的。
在者,钢格板的制作要平整,有些手工制作的,模具不正,导致钢格板做出来以后,对角线偏差太大,有的甚至放在地面上,一边高一边低。
其次,外形尺寸必须跟客户要求的达到一致(符合国标公差范围内),否则当客户安装时,仅仅是一点点的误差,可以放不进已做好的龙骨支架内,又或者偏小,不稳,等等。
后,钢格板表面处理一定要到位,若不然,在一些腐蚀性比较强的单位,很容易造成表面锌层被腐蚀,从而减少钢格板的使用寿命。
焊接钢格栅时,选择合适的焊接件装配顺序,避免总构件装配应力过大。由于装配的一般刚度和不同装配阶段重心位置的变化,装配后钢格板焊接部位会产生应力。一般来说,装配焊接顺序处理不当将直接影响焊接质量。另外,不锈钢格栅在装配过程中有可能产生新的残余应力,如果新的残余应力大于临界变形应力,就会引起焊接变形。因此,装配应力应尽量减小或避免。2 .受焊接尺寸的影响对于不锈钢网格板焊接来说,焊接尺寸与钢板焊接挠度变形有着密不可分的关系,焊接位置在结构上对不锈钢网格板焊接变形也会产生影响。不对称的排列会导致焊件的弯曲变形。钢点焊件截面的中性轴越靠近焊缝,弯曲变形越小。相反,中性轴离焊缝越远,弯曲变形越大。钢格栅板焊接过程中受局部高温热源的影响,受局部高温热源的影响,焊缝区受热剧烈,局部熔化。该区域的材料受热使焊接区域扩大,而钢格板周围温度相对较低的区域则对焊接区域产生约束作用,从而产生弹性热应力。温度升高后,材料的屈服应力限急剧下降,导致热弹性应力超过屈服限,形成热压缩。在冷却过程中,焊缝区材料收缩受到周围区域温度场不均匀的影响,导致不均匀收缩变形。焊接区域存在拉残余应力,相邻区域存在压残余应力。不锈钢点焊对热源的输入非常敏感。合理控制热源输入能量对钢点焊件的质量具有重要意义。热源能量输入越大,收缩变形越大,热源能量输入越小,收缩变形越小。因此,在保证良好焊缝成形的条件下,输入热源应尽可能小。
http://www.czgmr.com