板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
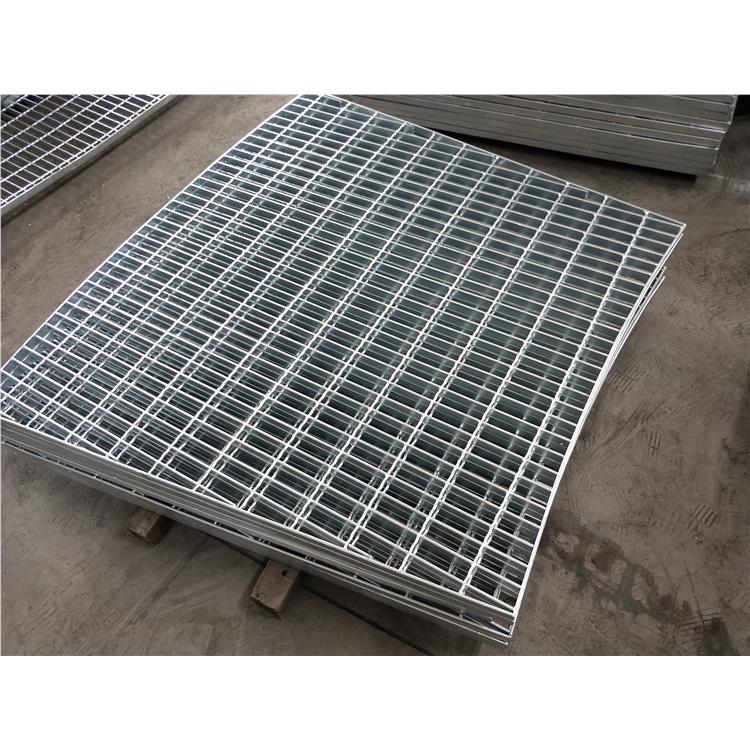
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
工艺人工焊接
颜色银白色
运输物流运输
数量10000
可售卖地全国
等级一级
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
板厚20mm
扁铁间距40mm
由于采用热镀锌表面处理,其化学和物理性能稳定,不易被空气和微生物腐蚀氧化,可显着增强凹槽承载力,防止塌陷。扁钢间距为3cm的热镀锌钢格板抗冲击能力更强,具有跨度的特点。热镀锌方格钢的使用寿命很长,一般在40-50年之间。如果没有人为损坏的因素,热镀锌方格钢是一个值得称道的钢结构和称重平台。钢格板生产厂家在热镀锌前应做好准备:先,平台钢格板在进入热镀锌池前应清洁无污染。在这里,酸洗是推荐的清洁表面的方法,但应该避免。酸洗过度。表面污物不能酸洗,酸洗前应清除油污、油漆、焊渣等污物,如果不直接清除,会直接影响钢格板的外观,后面的工序没有意义。另外,在钢网加工过程中,钢网表面应尽量平整,无大孔、缩孔、焊缝或焊接面过于突出、喷砂、喷丸、电解酸洗等。钢网质量的决定因素!其次,平台钢板生产厂家需要了解锌层的粗糙度和锌层的结构,因为热镀锌后,它的结构会存在。后层钢板比单纯酸洗处理要厚。
钢格板的制造工艺并不复杂,但对焊接工艺要求很高。一般有规格的大型工厂采用全自动电脑控制焊机进行焊接。压焊钢格板、承重扁钢和横杆按一定间隔排列。原板采用200吨全自动液压电阻焊设备焊接,通过切割、钻孔、包装等工序加工成客户需要的产品。一般来说,相邻两根加载扁钢的中心距通常为30MM和40MM。横杆间距:相邻两根横杆的中心间距一般为50MM或100MM,可根据客户要求生产。也可根据客户要求订购各类钢架产品。镀锌钢格板是由扁钢和横条按一定的经纬间距排列,在高压电阻焊机上焊接而成,通过切割、开槽、开孔、包边等深加工成客户要求的成品。其他过程。 .然后对表面进行热镀锌或冷镀锌。钢格板的镀锌工艺要求很高。钢格板锌层的厚度也比较严格。如果钢格板锌层太薄,会造成钢格板渗漏,降低钢格板的耐腐蚀性,影响钢格板的使用寿命。太厚的锌层也不利于钢格板。锌层的厚度会导致锌层容易脱落,严重影响钢网质量。所以镀锌时要做好防腐工作,镀锌前酸洗要彻底,氧化铁渣不能预浸,否则镀锌不能保证锌层能完全附着在钢格板表层。 .锌层不能太薄或太厚。

不锈钢格子板加工工艺介绍 1. 在高压焊机上焊入原板。 2、不锈钢格栅的种类:按制造工艺可分为压锁式和压焊式不锈钢格栅;根据不锈钢格栅的表面形状,可分为齿形、工字形、三维和复合不锈钢格栅。 不锈钢格栅识别管理方法介绍: (1)扁钢*12*间距:按系列:系列1为30mm;系列2为40mm;系列 3 为 60 毫米。 (2) 横杆*12*距离:系列1为100mm,系列2为50mm。其他标准可定制。 (3)扁钢:材质为q23或不锈钢,常见的有三维、防滑齿型和i型,一般标准有20*5、25*5、25*3、32*5、32 *5、40*5、40*3、50*5、65*5、75*6、100*8、100*10等(4)横梁:q23或304不锈钢圆钢、扭绞方钢、方钢或六角钢。方钢绞线采用方模拉丝加捻而成。常用标准有5*5、6*6、8*8mm等。钢格板是用承载扁钢和横杆按照一定的间距进行正交组合,通过焊接或压锁加以固定的开敞式钢构件;横杆一般采用经过扭绞的方钢、也可采用圆钢或扁钢,材质分为碳钢和不锈钢。格栅板是用扁钢按照一定的间距和横杆进行交叉排列,通过压焊机或者人工将其焊接成中间带有方形格子的一种钢铁制品,钢格板主要用来做水沟盖板,钢结构平台板,钢梯的踏步板等.横杆一般采用经过扭绞的方钢。钢格栅板的焊接工艺得到了进一步的改进,在性能上,它的强度不仅很高,而且耐腐蚀性也很强。与其它材料相比,钢格栅板安装拆卸十分方便。外观、美观、保养都很简单。

在钢格板加工下料之前,我国需要一个能正确把握学生和生活需求的规范模型。不同的地区,在所有的切割情况下,实际需求都会存在一些文化差异,这样才能正确把握和了解自己的需求,企业才能在社会基层开展切割工作。事情会越来越成功,所以每个人都应该正确地分析和了解之前所做的事情。除了事先明确要求自己的规格型号外,钢板加工下料还应准备相应的工具。毕竟在整个切割过程中,我们已经能够按照传统的手工方式进行激光切割了。我们的开发总是需要一个的工具。因此,我们必须提前做好这一重要阶段的准备,让这些人能够更顺利地开展相关教育工作。 钢格板如果要加工和进料钢格板,请提前掌握标准级别的要求,并在整个过程中拥有相关的机械设备。现在,我们可以两方面都做好,完成整个切割过程 钢格板 钢格板切割方法: 1、预热切割:这种方法是在切割钢格板前进行预热。预热的主要目的是防止切割时产生裂纹。预热一般要求温度控制在一定范围内,同时要注意整体加热的均匀性。 2、低速切割:如果没有预热切割条件或钢板受热不均匀,建议尝试低速切割。这种方法主要控制切割速度,具体的切割速度是控制的,这取决于砧板的厚度和硬度。 3、水下切割:钢格板可以在水下直接切割,也可以在切割面上喷水。建议使用离子或火焰进行水下切割。此外,水下切割还有很多优点,如避免切割后的钢板变形、避免钢格板硬度降低、钢板冷却等。

钢格板 焊接钢格板时用于导电的填充金属或焊丝焊接数据。在气焊和钨气体保护焊中,焊丝用作填充金属;在埋弧焊、电渣焊等气体保护电弧焊中,焊丝既是填充金属又是导电电。焊丝可分为三类。焊丝表面未涂抗氧化助焊剂。大多数用于钢格板的焊丝都属于这一类,包括碳钢丝、低合金结构钢丝、合金结构钢丝、不锈钢丝和有色金属丝。有些合金,如钴铬钨合金,不能锻造、轧制或拉制,而是通过铸造制成。主要用于钢格板表面的手工堆焊,以满足抗氧化、耐磨、耐高温腐蚀等功能要求。采用连铸加液捏合工艺生产数米长的Co-Cr-W焊丝,可用于自动充丝钨氩弧焊,提高焊接功率和堆焊层质量,提高工作环境。铸焊丝有时用于钢格板的补焊。将薄钢板轧成圆管或异型钢管,填充一定成分的粉末,拉制有缝药芯焊丝,或在钢管内填充粉末,拉制无缝药芯焊丝,即可获得更高的焊接和焊接功率。钢网板适应性好,试制周期短,用途和范围不断扩大。设备夹具的选择应注意几个问题。设备治具主要分为A、B、C三种规格,其中A是常用的。设备夹具是根据孔径大小选择尺寸的设备夹具。上下板用直径8mm的螺栓固定。一般情况下,孔径为30mm和40mm的设备治具为通用设备治具。由于该光圈是常用的,因此可以选择两种类型的光圈。其次,要实际了解以上斜面罩的选择,材质也不同,焊接方式也是可选的。材质方面,通道盖可以采用不锈钢材质,光泽度高,价格相对昂贵。热镀锌比较常见,便宜又漂亮,而且两种材质不同。选择设备治具的时候,也是选择不锈钢设备治具或热镀锌设备治具的时候。在上述焊接方法中,如果是焊接,则将扁钢按扁钢的方向焊接,并选择20mm到3mm之间的距离。如果设备夹具直接固定,钢梁可以固定在两个槽盖板之间。详细轮廓仍根据实际施工轮廓定制。
钢格板镀锌不当会导致镀锌层脱落。镀锌前残留在表面的杂质颗粒没有去除,影响锌层的附着力。其次,钢格板在退火炉中没有完全还原成镀锌所需的海绵状纯铁,影响镀锌。,也有可能是钢格板热轧钢的合金层含铝量少,没有形成合理的决定锌层附着力的Fe2Al5合金层,或者合金层长满了铁-锌合金。层损伤,也会影响镀锌效果。运输过程中必须做好防护工作,避免运输过程中受到外力的剧烈冲击。钢格板虽然比较复杂,质量也比较好,但如果在运输过程中保护不当,也会对钢格板造成严重的损坏。这将影响未来的安装和使用。如果受到外力的剧烈冲击,还可能使钢格板变形,使其根本无法使用。因此,对于客户或销售公司来说,在运输过程中一定要做好防护。长途运输将需要更高质量的钢架和全面的防护工作。运输距离越长,电网损坏的可能性就越大,需要更全面的保护。因此,面试时需要使用泡沫垫或吸管,防止钢网架相互碰撞,通过钢网架保护人才的长期使用。很多中小钢网企业在市场竞争中逐渐被选中,因为他们的并没有被暂停无效保护,企业的保护实际上是一项临时任务,企业细分的需求也被暂停。让有更多的归属感,人才足以吸引消费者,而钢网也因人才的日常**而长期使用。
http://www.czgmr.com