产地常州
执行标准YB/T4001.1-2007
材质Q235B
税票包含
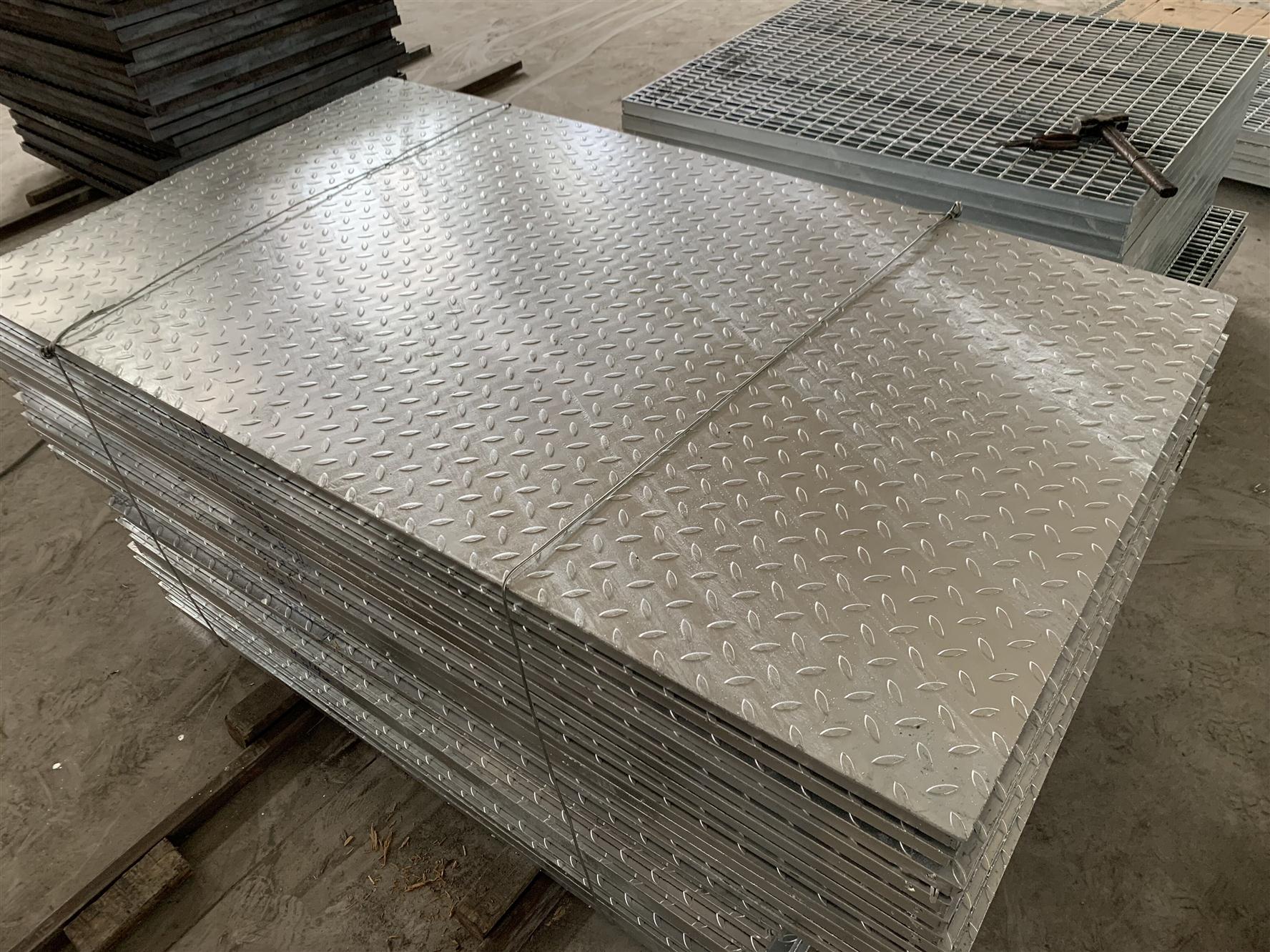
表面处理热浸锌
镀锌钢格栅板镀锌钢格栅板技术是非常高的。钢格栅板的锌层厚度要求也比较严格。钢格栅板的锌层过薄会导致钢格栅板的孔隙中出现漏镀现象,这会降低钢格栅板的耐腐蚀性,从而影响钢格栅板的使用寿命。钢格栅锌层过厚不好。锌层过厚容易造成锌层脱落,严重影响钢格栅板的质量。所以在镀锌时要做好防腐工作,在镀锌前酸洗要彻底,不能预氧化残渣,否则镀锌就无法保证锌层能附着在钢网板表面。锌层不能太薄也不能太厚。在平台钢格的使用中,应定期清理被盗物品的表面,特别是平台钢格表面的锌层容易被化工厂、强酸、强碱等破坏。耐腐蚀平台钢格栅本身不高。当锌层落下后,平台表面很快就会被腐蚀,逐渐失去作用。因此,对平台钢格栅表面锌层的保护是平台钢格栅后期维护中重要的任务。其次,平台钢格栅的硬度随材料的不同而不同,因此应尽量避免超载,并根据平台钢格栅的规格给予适当的载荷。在不锈钢格栅的制造中,所要求的美学标准、大气腐蚀性和所使用的清洗系统是决定所选择的不锈钢类型的主要考虑因素。为了在户外环境中达到美观的效果,需要含镍不锈钢。304不锈钢在干燥的室内环境中非常有效。使用要求是长期保持建筑原有的外观。然而,在农村和城市地区,如果你想在户外保持它的外观,你需要定期清洗它。在污染严重的工业和沿海地区,表面可能非常脏,甚至生锈。如果是工业气氛或污染严重的地区,需要及时清理,避免腐蚀。
作为不锈钢钢格板焊接时填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体维护电时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体维护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝可分为3类。焊丝的外表不涂防氧化效果的焊剂。
大多数用于不锈钢钢格板的焊丝归于此类,包含碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢丝和有色金属焊丝等。有些合金,如钴铬钨合金,不能锻、轧和拔丝,而用铸造办法制成。它首要用于不锈钢钢格板外表的手艺堆焊,以满意如抗氧化、耐磨损和高温下耐腐蚀等特别功能要求
选用接连浇注和液态揉捏可制造出长达数米的钴铬钨焊丝,用于主动填丝钨极气体维护电弧焊,以提升焊接功率和堆焊层质量,一起还能改进劳动条件。不锈钢钢格板补焊有时也选用铸造焊丝。
用薄钢带卷成圆形或异形钢管,内填必定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝用这种焊丝焊接熔敷功率高,对不锈钢钢格板适应性好,试制周期短,因此它的使用量和使用范围不断扩大。
这种焊丝首要用于二氧化碳气体维护焊、埋弧焊和电渣焊。药芯焊丝中的药粉成分一般与焊条药皮类似。含有造渣、造气和稳弧成分的药芯焊丝焊接时不需要维护气体,称自维护药芯焊丝,适用于焊接不锈钢钢格板。
以上是关于不锈钢钢格板的相关内容,希望对大家有所帮助。
【济南市场调研】钢厂要求结算4930较昨稳,市场成交价格主流4860-4880,受走弱影响抛货情绪仍然偏强,本周济南库存12万吨,相对上周市场库存小幅下降。
【铁矿石】唐山地区,市场整体仍供需僵持,随着外矿近期的震荡起伏,买方询盘较少,采购积性不高,多持观望,而受成本限制卖方出货压力,市场总体交投冷清。

格栅沟盖板采用钢格板制造的沟(井)盖板,具有多种型号可供选择以适合不同的跨距载荷及要求。广泛应用于市政道路、园林设施、住宅小区、学校、体育场管等不同场所。根据使用场合的不同,不同规格型号的沟(井)盖板,表面可热浸锌、冷镀锌(电镀)或者不处理。
格栅沟盖板特点:
1、 外形美观:线条简捷,银色外表,现代潮流。
2、 排水:漏水面积达83.3%,是铸铁的两倍多。
3、 热浸镀锌:防锈力强,免维护及更换。
4、 防盗设计:盖与框用铰联接,防盗,安全,开启方便。
5、 节省投资:大跨,重载时,比铸铁价低且节省被盗或压碎更换的费用。
6、 高强度:强度和韧性远高于铸铁,可用于码头,机场等大跨度和重载荷的环境。
7、 规格多:满足不同环境、载荷、跨度、尺寸及形状所需。
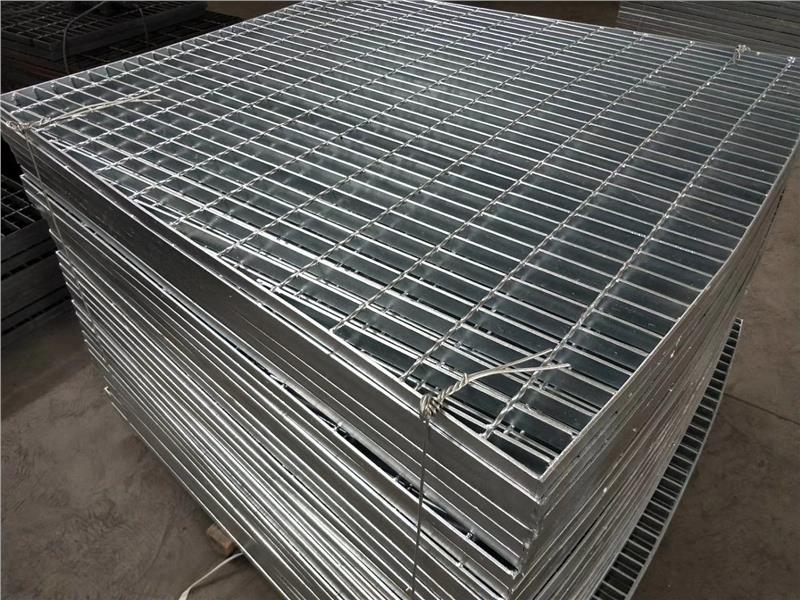
钢格栅又称格栅、钢格板或格栅板,是扁钢和扭钢焊接而成,钢格栅经久耐用,相对于其他产品价格更实惠、其主要用途在电厂平台、停车场平台、检修平台、水沟盖和踏步板等方面。也用在环保设备和污水处理等方面,征洋钢格栅被广泛应用于石油化工,电力,自来水,污水处理,港口码头,建筑修饰,造船,自走式停车场,市政工程,环卫工程等领域平台,走道,栈桥,沟盖,井盖,梯子,围栏等。
特点:
1:高强度,轻结构
2:防腐能力强,经久耐用
3:外形美观,表面亮泽
4:不积污物,不积雨雪,不积水,自清洁,易于维护
5:通风,采光,散热,防滑,防爆性好
6:便于安装、拆卸等
用途
钢格栅被广泛应用于石油化工,电力,自来水,污水处理,港口码头,建筑修饰,造船,自走式停车场,市政工程,环卫工程等领域平台,走道,栈桥,沟盖,井盖,梯子,围栏等
焊接钢格栅时,选择合适的焊接件装配顺序,避免总构件装配应力过大。由于装配的一般刚度和不同装配阶段重心位置的变化,装配后钢格板焊接部位会产生应力。一般来说,装配焊接顺序处理不当将直接影响焊接质量。另外,不锈钢格栅在装配过程中有可能产生新的残余应力,如果新的残余应力大于临界变形应力,就会引起焊接变形。因此,装配应力应尽量减小或避免。2 .受焊接尺寸的影响对于不锈钢网格板焊接来说,焊接尺寸与钢板焊接挠度变形有着密不可分的关系,焊接位置在结构上对不锈钢网格板焊接变形也会产生影响。不对称的排列会导致焊件的弯曲变形。钢点焊件截面的中性轴越靠近焊缝,弯曲变形越小。相反,中性轴离焊缝越远,弯曲变形越大。钢格栅板焊接过程中受局部高温热源的影响,受局部高温热源的影响,焊缝区受热剧烈,局部熔化。该区域的材料受热使焊接区域扩大,而钢格板周围温度相对较低的区域则对焊接区域产生约束作用,从而产生弹性热应力。温度升高后,材料的屈服应力限急剧下降,导致热弹性应力超过屈服限,形成热压缩。在冷却过程中,焊缝区材料收缩受到周围区域温度场不均匀的影响,导致不均匀收缩变形。焊接区域存在拉残余应力,相邻区域存在压残余应力。不锈钢点焊对热源的输入非常敏感。合理控制热源输入能量对钢点焊件的质量具有重要意义。热源能量输入越大,收缩变形越大,热源能量输入越小,收缩变形越小。因此,在保证良好焊缝成形的条件下,输入热源应尽可能小。
http://www.czgmr.com