表面处理热镀锌
产地常州
材质Q235B
质量认证ISO9001
税票包含
注意力不能太大。当因受力不当对角线误差大时,两个人将钢格栅竖起来,使对角线钢格栅较长与地面中间转角反复磕碰,受力需要小。在对沟盖板进行改造时,只需要适度的受力,基本可以对钢格栅沟盖板的变形进行修正。焊接沟盖板时,应将扁钢在焊接前扭直,然后再进行镀锌运输,尽量防止打打、揉捏和磕碰,例如热镀锌格子钢底座至少三根。两端和中间的地方可以放置,不仅在两端,不要把中心的上面压钢格板沟盖更会导致变形,使它成为一个不同的层面,在运输的过程中把光滑,使其统一的力量,在装卸不容易丢,应轻轻提起。
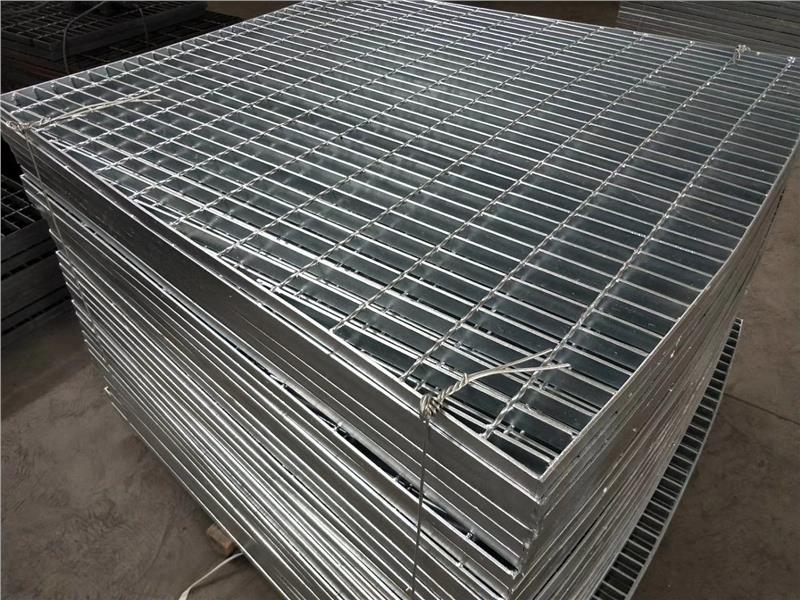
钢格栅表面有时会出现。的明显现象是细渣带沿纵向在钢格表面形成条状或点状夹杂物,属轻微缺陷。那么是什么导致了表面的灰尘呢?如何控制?表面产生的原因是炉头锌表面的浮渣和固体锌渣中的凝结在炉头内。锌渣落在带钢表面,随着带钢通过锌锅凹辊产生轻微的线性压痕,或沿着钢格板纵向表面形成夹杂点形式的细渣带,产生。钢格栅板表面有的原因及控制方法控制方法:1。进炉带钢温度控制严格控制进锌锅带钢温度,因为带钢温度超过锌液20℃,不仅锌锅温度会升高,而且锌渣的数量也会增加。锌罐温度应严格控制,不超过(465±2)℃,以减少锌液温度波动,防止锌渣的形成。钢板(AL)锌溶液组成控制范围为0.19 ~ 0.22%,合金镀锌板(AL)锌溶液组成控制范围为0.10 ~ 0.15%。制作清洗机头锌渣的渣勺,每班清洗机头浮渣2-3次。炉鼻内加装锌渣吸附脱除装置,外部热风通过风机吹入封闭的炉鼻内。
钢格板修复焊接有时也采用铸丝。用薄的钢带卷成圆形或异形钢管,满一定成分的粉末,通过把缝药芯焊丝,或无缝钢管制成的药芯焊丝填充粉把这种焊丝焊接功率高,适应性好钢网格,试验生产周期短,因此其用途和使用范围也在不断扩大。选择设备夹方面需要注意的几个问题。设备夹主要分为A型、B型和C型三种类型的规范,在常用哪种类型,设备夹承认根据孔径的大小选择多少设备,上下部分的直径8毫米螺栓固定,一般一般孔径30mm和40mm的设备夹是通用的设备夹,因为孔径是常用的,所以现在这两种规格的孔径都可以随意使用。其次要了解沟盖板的选择,材质也不同,焊接方法也是可选的。材质可以选择不锈钢材质作为沟盖板,光泽好,相对比较贵,热镀锌比较常见,价格便宜美观,所以这两种材质是不同的,设备夹的选择也是搭配不锈钢设备夹或者热镀锌设备夹。以上焊接方法例如,如果是焊接,则是在扁钢的方位角上,选择方位角20mm与距离3mm的扁钢进行焊接,设备夹直接固定在钢梁或两块坡口盖板之间。具体轮廓仍根据实际施工轮廓定制。
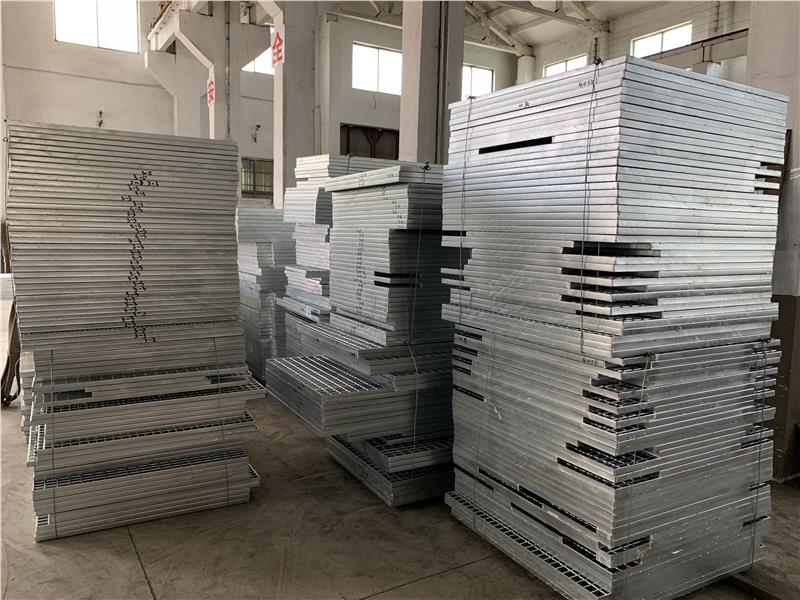
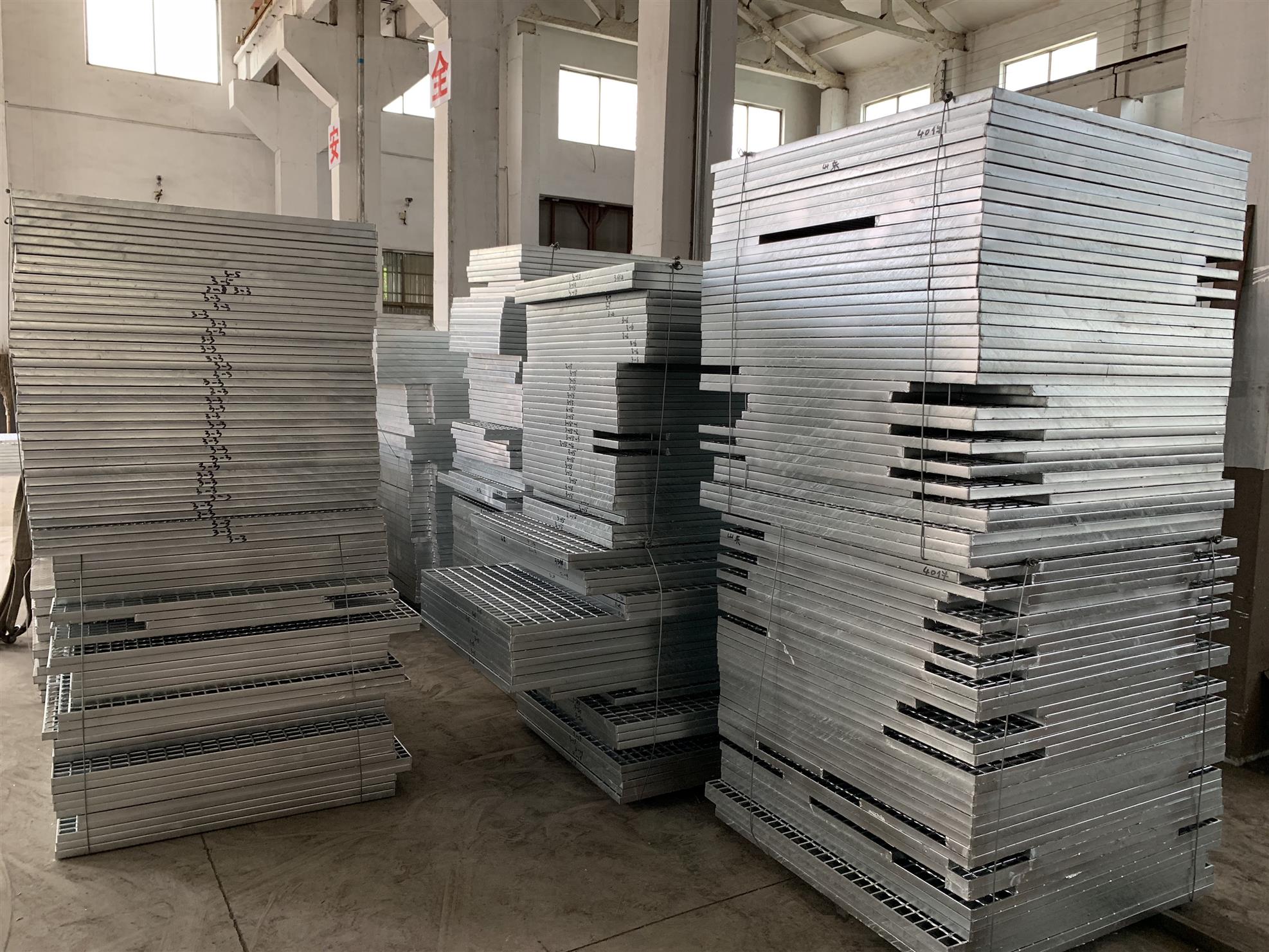
平台钢格板应用范围极其广泛,一般工厂、车间、矿业、港口的各类平台都可选用、美观气派,安装方便,是一种更新换代的新型建筑产品。我公司可生产一百多个型号的钢格板供客户选用。
平台钢格板的报价反映出镀锌的好坏,镀锌平台格栅板的原料、人工等等,都是有成本的,所以好的、合格的平台钢格板在价格方面基本上市相差不大的,镀锌平台格栅板镀锌层的厚度高,价格相应的能高一点儿,平台钢格板的公差,包括对角线公差是否控制在国标或者合同签订的范围之内。
实用的新型钢格检测设备是针对现有拉拔机不能满足钢格检测质量要求,而提供了一种检测产品负载功能的钢格检测设备。技术方案选择如下:钢格拉丝机检测设备,在活塞的中心位置的拉丝机配备了轧制压力,拉丝机是固定的和两个支持设备放置对称;在测试期间,钢格板放置在支持设备,左右间隔排布钢栅板,两端对称布置试验板。规定拉力试验机的高度试验方式,试验方式是安装表盘表,表盘表头压在钢格栅的下端。在荷载作用下,对钢壳板进行接触荷载、跨距、挠度的计算,判断钢板荷载是否性合格,钢板q235b的材质是采用扁钢直叉和扭钢焊接生产,生产钢板生产,同时,表面处理工艺也直接关系到钢板的产品质量。不同材质和不同类型的钢格板表面处理方法也不同,我们通常将钢格板产品分为两大类。
http://www.czgmr.com