板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
工艺人工焊接
颜色银白色
运输物流运输
数量10000
可售卖地全国
等级一级
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
板厚20mm
扁铁间距40mm
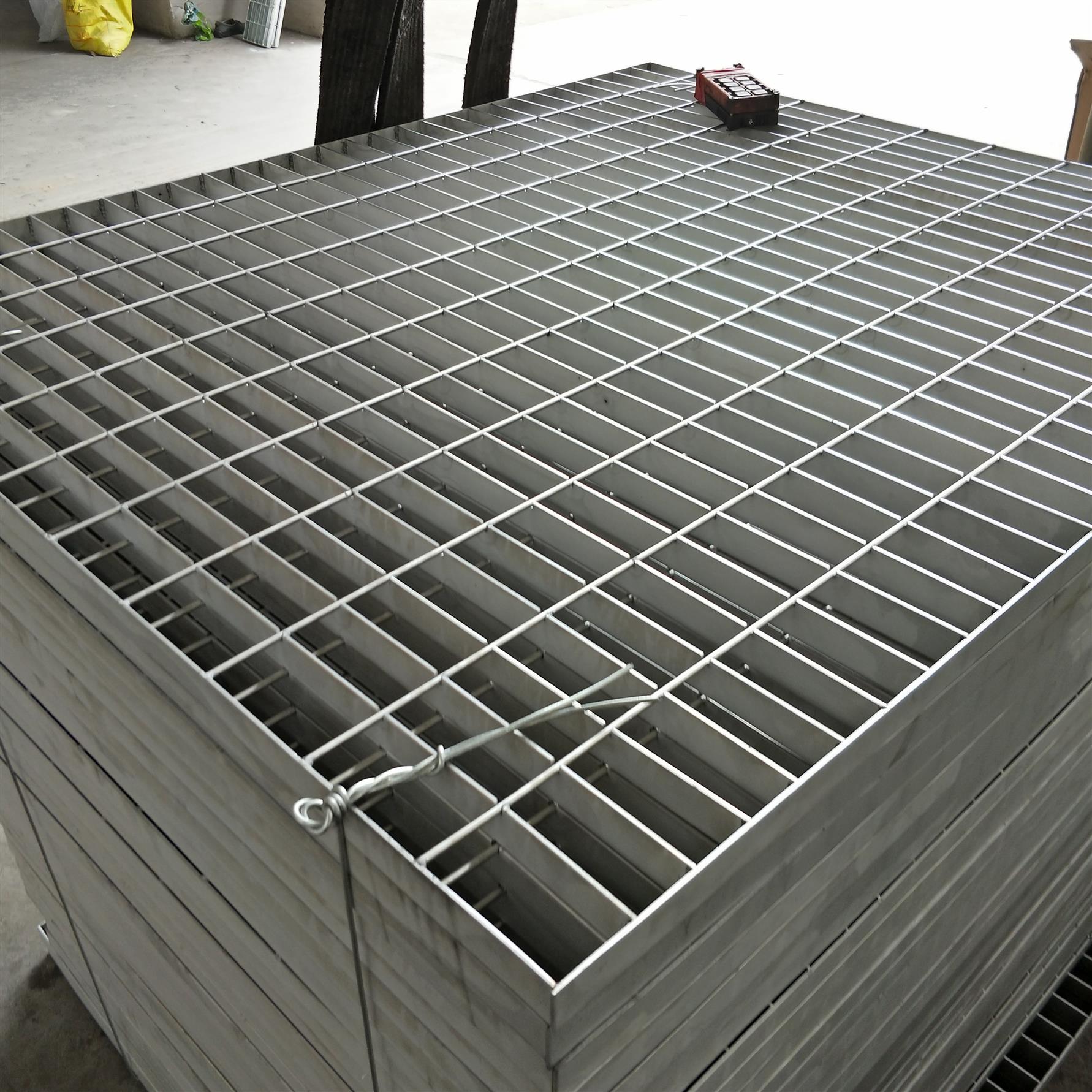
钢格板镀锌层厚度不足的原因如下:锌液温度对钢格板的影响。当锌液温度低于430℃时,锌和铁的扩散速率低,难以生成足够的铁锌合金层,整个镀层较薄;当温度低于460oC时,锌层变厚,当温度继续升高时,锌液变薄,锌层又变薄。因此,必须严格控制锌液的温度,以保证钢格板质量的稳定。栅板在锌浴中停留时间的影响。钢格板在锌液中的停留时间有一定的时间范围。根据钢格板的厚度来确定。随着镀锌时间的延长,镀层的厚度会增加,但过度延长镀锌时间会使锌层变脆,影响质量。锌浴中网格提取方法的影响。
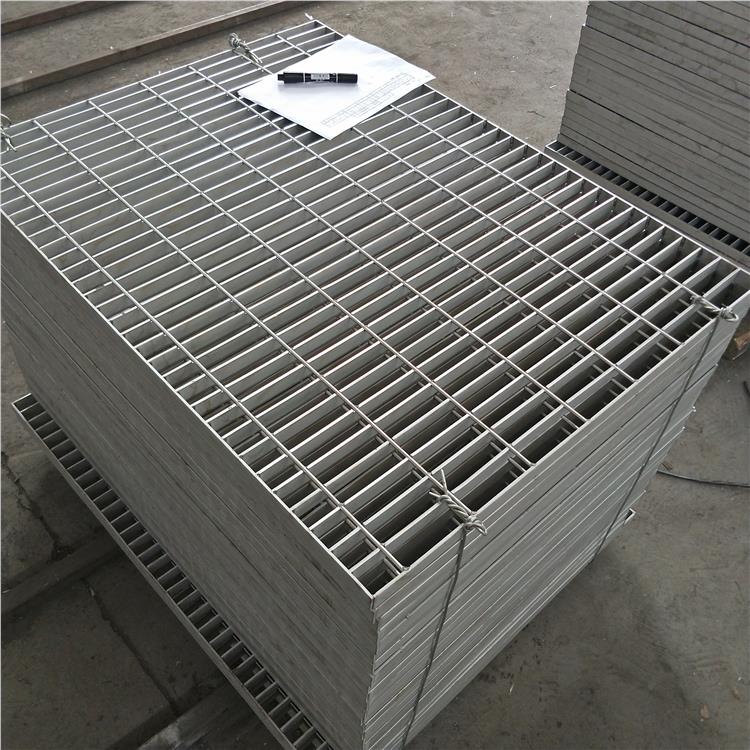
钢格板的制造工艺并不复杂,但对焊接工艺要求很高。一般有规格的大型工厂采用全自动电脑控制焊机进行焊接。压焊钢格板、承重扁钢和横杆按一定间隔排列。原板采用200吨全自动液压电阻焊设备焊接,通过切割、钻孔、包装等工序加工成客户需要的产品。一般来说,相邻两根加载扁钢的中心距通常为30MM和40MM。横杆间距:相邻两根横杆的中心间距一般为50MM或100MM,可根据客户要求生产。也可根据客户要求订购各类钢架产品。镀锌钢格板是由扁钢和横条按一定的经纬间距排列,在高压电阻焊机上焊接而成,通过切割、开槽、开孔、包边等深加工成客户要求的成品。其他过程。 .然后对表面进行热镀锌或冷镀锌。钢格板的镀锌工艺要求很高。钢格板锌层的厚度也比较严格。如果钢格板锌层太薄,会造成钢格板渗漏,降低钢格板的耐腐蚀性,影响钢格板的使用寿命。太厚的锌层也不利于钢格板。锌层的厚度会导致锌层容易脱落,严重影响钢网质量。所以镀锌时要做好防腐工作,镀锌前酸洗要彻底,氧化铁渣不能预浸,否则镀锌不能保证锌层能完全附着在钢格板表层。 .锌层不能太薄或太厚。
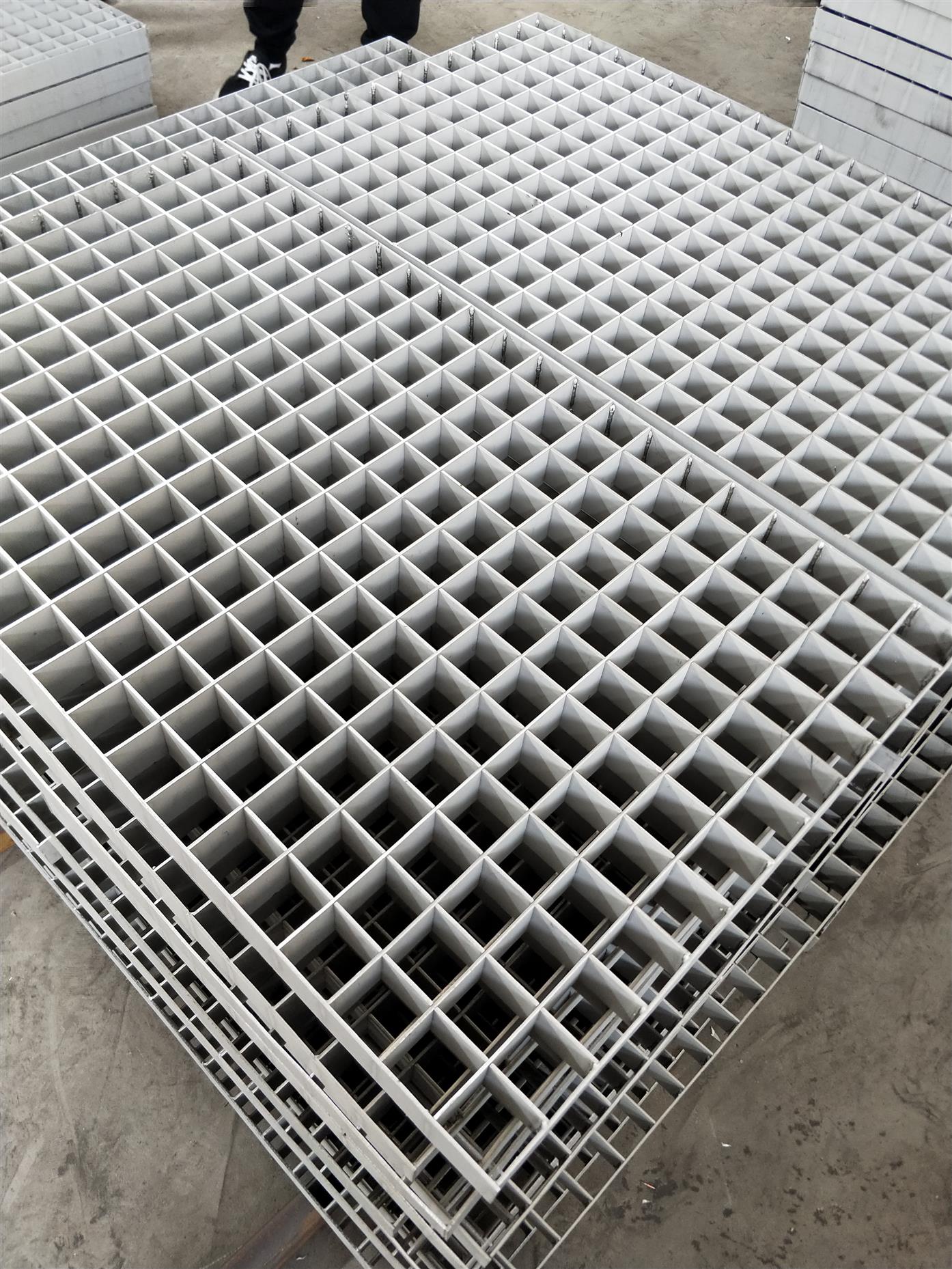
不锈钢格栅的制造方法有两种 不锈钢格栅也称为不锈钢格栅。通常有两种制造方法,种方法是不锈钢扁钢和不锈钢圆钢的组合焊接,第二种方法是不锈钢扁钢和不锈钢扁钢的嵌件制造。防腐性能强,外观整洁,装饰效果理想,但价格普遍较高。 不锈钢格栅分为平板型、齿型和I型。根据企业不同的网络环境,可以采用不同的保护技术进行表面分析。 不锈钢格栅具有重量轻、强度高、承载力大、经济节省材料、通风、现代风格、外形美观、防滑安全、清洗方便、安装方便、经久耐用等优点。 钢格栅的点焊工艺挑选和焊接质量查看 根据工件的材料和厚度,参阅该种材料的焊接条件表选取,要确定电的端面形状和尺度。其次开始选定电压力和焊接时刻,然后调理焊接电流,以不同的电流焊接试样,经查看熔核直径符合要求后,再在恰当的范围内调理电压力,焊接时刻和电流,进行试样的焊接和查验,直到焊点质量完全符合技能条件所规则的要求停止。 常用的查验试样的办法是撕开法,焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕出圆孔和凸台,但可经过剪切的断口判别熔核的直径。必要时,还需进行低倍丈量、拉抻试验和X光查验,以断定熔透率、抗剪强度和有无缩孔、裂纹等。看似很简单的工艺,其实需要好多步骤。恒晨钢格板厂家工人技术,原材料质量质量达标,所以焊接质量没问题,我们通过一个小小的配件都是用心选择的供货商,所以请客户放心。

压焊钢格栅美观实用,能满足不同条件下的载荷要求,性能优其他产品,近年来得到越来越广泛的应用。加载的扁钢和横杆(钢绞线方钢、方钢、圆钢、扁钢等)按一定的纬度和经度间隔排列,在高压电阻焊机上焊接成原板,通过切、切、开、边等工序深加工成客户要求的成品。用于制作沟盖、钢结构平台板、踏步踏板等。 标准压焊钢格栅是由现代全自动钢格板压焊机生产线组成的具有良好承载能力的开放式网格结构板。将压焊钢格板(钢格板)与普通手焊钢格板进行比较,对比手焊钢格板平面、规整的钢格板结构、连杆可靠、不脱线等特,对压焊钢格栅(钢格栅板)表面进行热镀锌处理,通常称为热镀锌压焊钢格栅。 压焊压焊钢格栅(压焊钢格板)特点: 标准压焊钢格板以其良好的承载能力、优良的性价比和安装方便的特点成为应用广泛的钢格板产品。压焊钢格板已成为各种工业平台的标准和平台,通常用作走道甲板、平台、盖板、踏板等。钢格板增强了光、空气、液体、声音等的流动,减少了风荷载。压焊钢格板与普通手工焊接钢格板的区别在于表面美观,其焊接牢固度保证了钢格栅的抗拉强度,是当今常用的钢格栅产品。
在钢格板加工下料之前,我国需要一个能正确把握学生和生活需求的规范模型。不同的地区,在所有的切割情况下,实际需求都会存在一些文化差异,这样才能正确把握和了解自己的需求,企业才能在社会基层开展切割工作。事情会越来越成功,所以每个人都应该正确地分析和了解之前所做的事情。除了事先明确要求自己的规格型号外,钢板加工下料还应准备相应的工具。毕竟在整个切割过程中,我们已经能够按照传统的手工方式进行激光切割了。我们的开发总是需要一个的工具。因此,我们必须提前做好这一重要阶段的准备,让这些人能够更顺利地开展相关教育工作。 钢格板如果要加工和进料钢格板,请提前掌握标准级别的要求,并在整个过程中拥有相关的机械设备。现在,我们可以两方面都做好,完成整个切割过程 钢格板 钢格板切割方法: 1、预热切割:这种方法是在切割钢格板前进行预热。预热的主要目的是防止切割时产生裂纹。预热一般要求温度控制在一定范围内,同时要注意整体加热的均匀性。 2、低速切割:如果没有预热切割条件或钢板受热不均匀,建议尝试低速切割。这种方法主要控制切割速度,具体的切割速度是控制的,这取决于砧板的厚度和硬度。 3、水下切割:钢格板可以在水下直接切割,也可以在切割面上喷水。建议使用离子或火焰进行水下切割。此外,水下切割还有很多优点,如避免切割后的钢板变形、避免钢格板硬度降低、钢板冷却等。
如何插入钢格栅?什么类型的插入式钢格板? 塞式钢格板:又称反塞式钢格板,是由一定尺寸的碳素扁钢和不锈钢经开槽(孔)、塞式反塞、焊接、精整等工艺制成。变得。根据扁钢插入形式的不同,钢格栅分为三种。 插入式钢格栅的种类 1 全插入式:扁钢全部开口相互插入; 2 半塞式,轴承扁钢孔,扁钢比直接插入轴承扁钢窄。 遮阳板类型:轴承扁钢,30度或50度溜槽。 1、板型的选择:根据需要的荷载要求和支撑架考虑钢板的类型,选择的支撑跨度,尽量减少钢板的规格。 2、连接结构的选择:根据学生的技术要求,支撑梁的横向稳定性和经济性,综合分析考虑钢网板与梁的连接是否可以焊接固定或马鞍夹。 图 3. 钢格板预钻孔:由于工艺管道穿孔和管道安装错误,钢格板需要预钻孔,孔的尺寸、位置和加工要求应在设计中适当说明。
http://www.czgmr.com