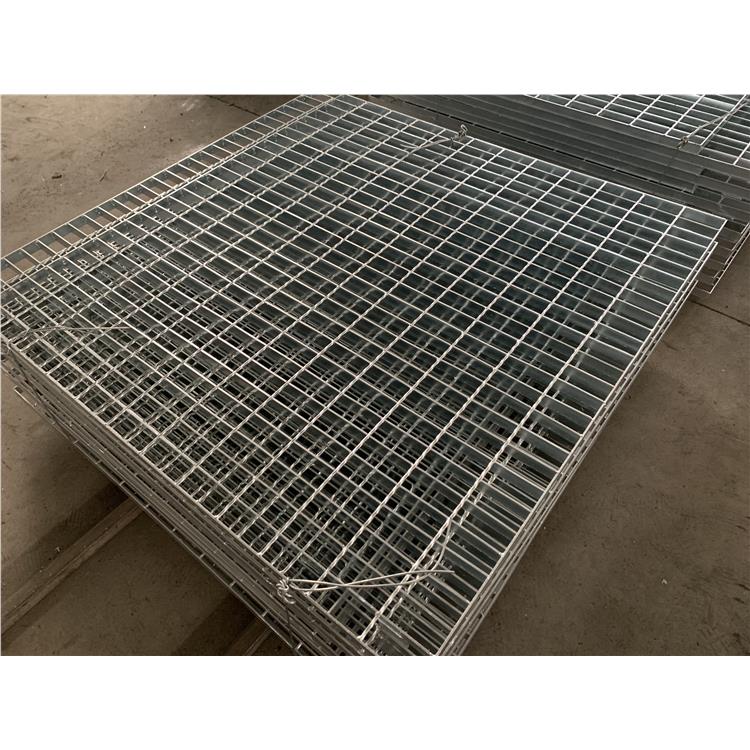
板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
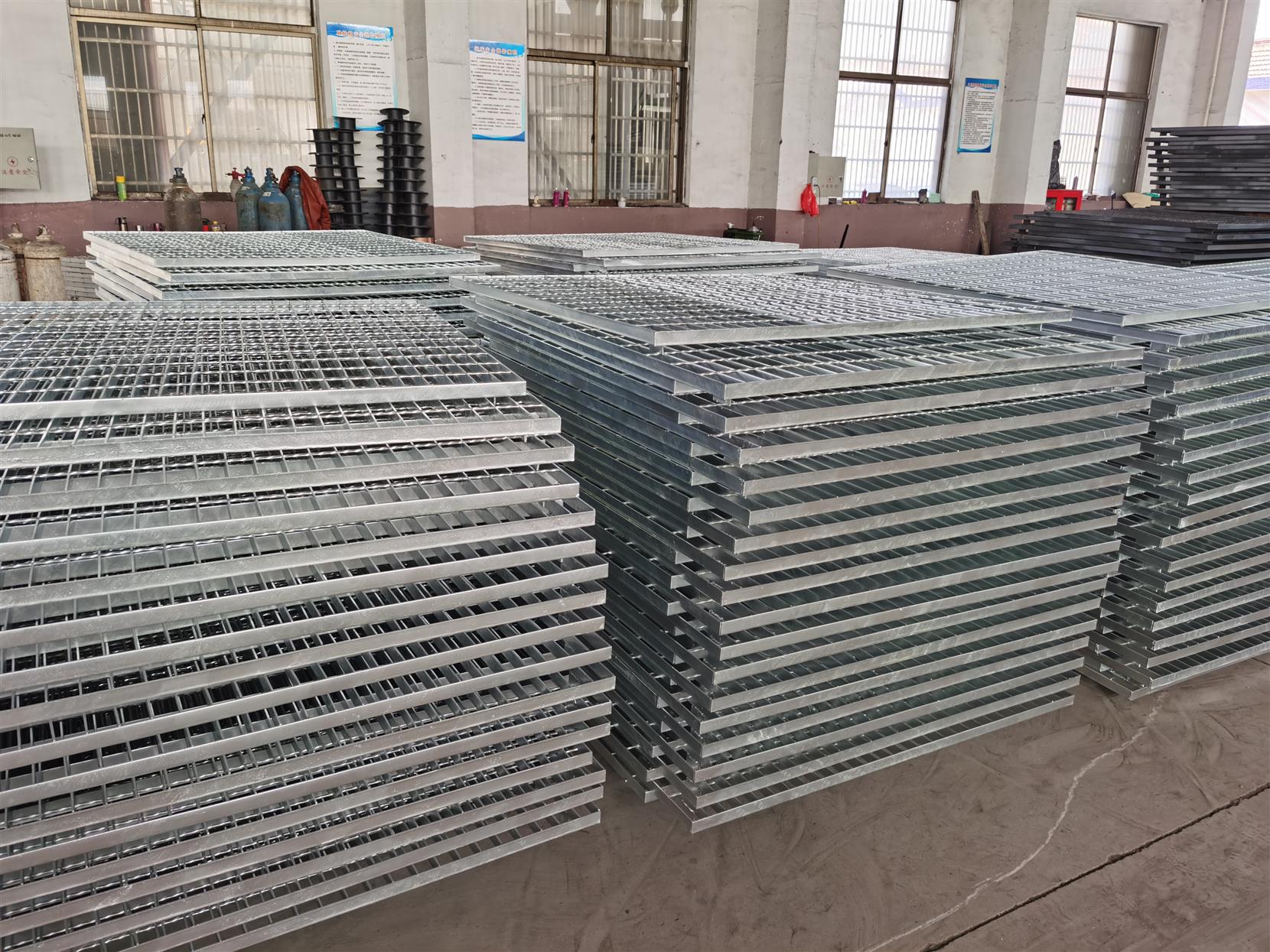
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
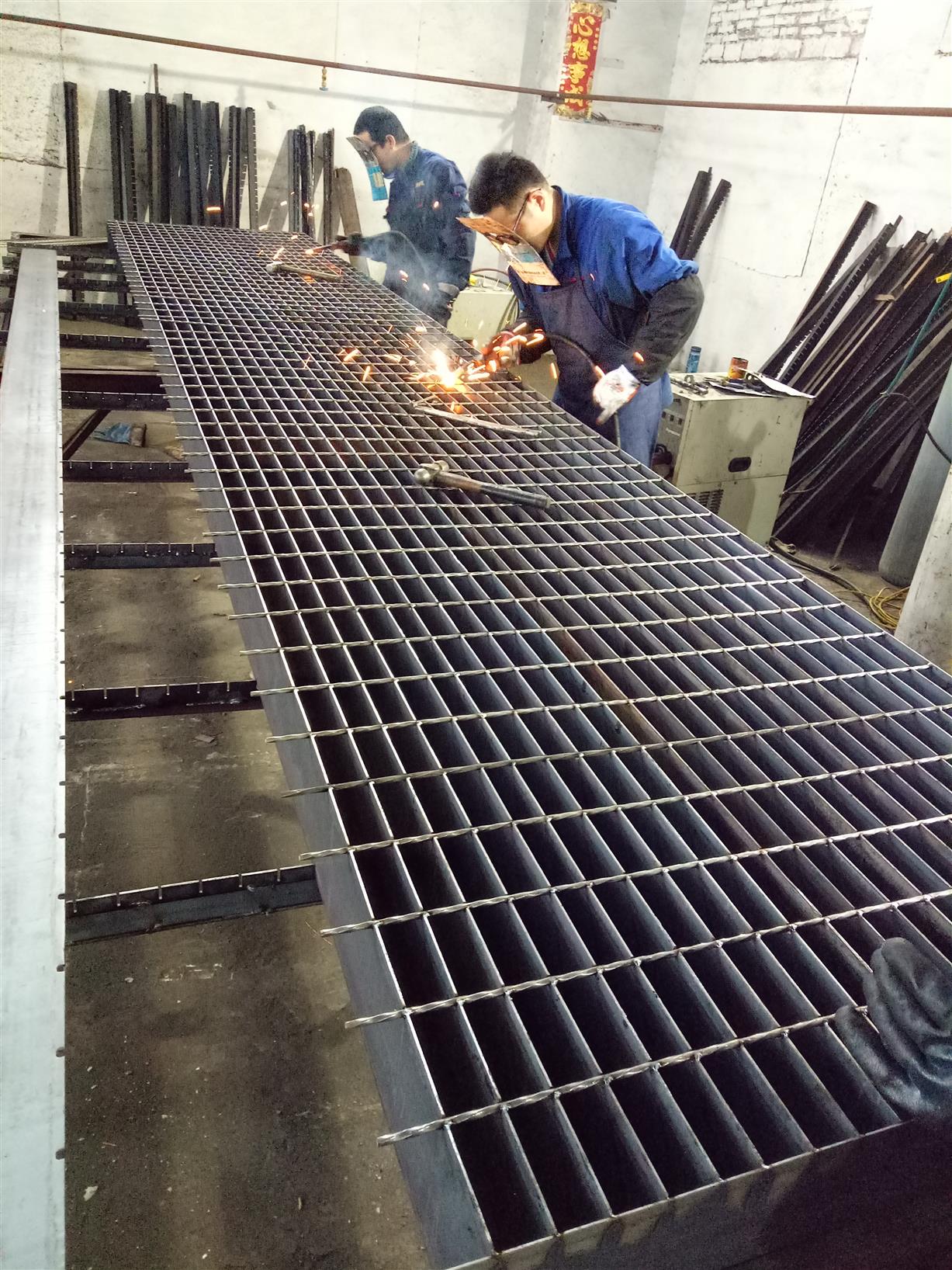
工艺人工焊接
颜色银白色
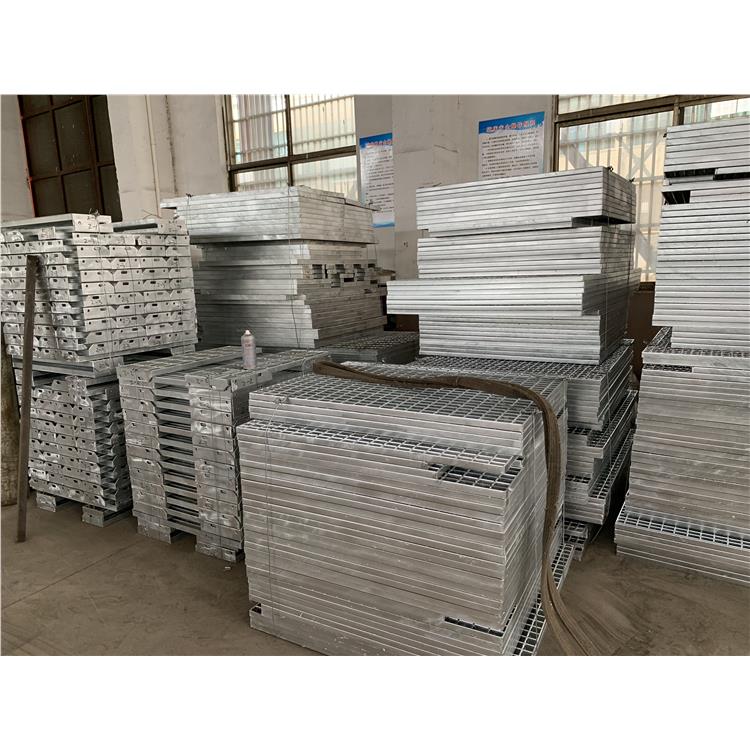
运输物流运输
数量10000
可售卖地全国
等级一级
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
板厚20mm
扁铁间距40mm
钢格板镀锌层厚度不足的原因如下:锌液温度对钢格板的影响。当锌液温度低于430℃时,锌和铁的扩散速率低,难以生成足够的铁锌合金层,整个镀层较薄;当温度低于460oC时,锌层变厚,当温度继续升高时,锌液变薄,锌层又变薄。因此,必须严格控制锌液的温度,以保证钢格板质量的稳定。栅板在锌浴中停留时间的影响。钢格板在锌液中的停留时间有一定的时间范围。根据钢格板的厚度来确定。随着镀锌时间的延长,镀层的厚度会增加,但过度延长镀锌时间会使锌层变脆,影响质量。锌浴中网格提取方法的影响。
不锈钢格栅的制造方法有两种 不锈钢格栅也称为不锈钢格栅。通常有两种制造方法,种方法是不锈钢扁钢和不锈钢圆钢的组合焊接,第二种方法是不锈钢扁钢和不锈钢扁钢的嵌件制造。防腐性能强,外观整洁,装饰效果理想,但价格普遍较高。 不锈钢格栅分为平板型、齿型和I型。根据企业不同的网络环境,可以采用不同的保护技术进行表面分析。 不锈钢格栅具有重量轻、强度高、承载力大、经济节省材料、通风、现代风格、外形美观、防滑安全、清洗方便、安装方便、经久耐用等优点。 钢格栅的点焊工艺挑选和焊接质量查看 根据工件的材料和厚度,参阅该种材料的焊接条件表选取,要确定电的端面形状和尺度。其次开始选定电压力和焊接时刻,然后调理焊接电流,以不同的电流焊接试样,经查看熔核直径符合要求后,再在恰当的范围内调理电压力,焊接时刻和电流,进行试样的焊接和查验,直到焊点质量完全符合技能条件所规则的要求停止。 常用的查验试样的办法是撕开法,焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕出圆孔和凸台,但可经过剪切的断口判别熔核的直径。必要时,还需进行低倍丈量、拉抻试验和X光查验,以断定熔透率、抗剪强度和有无缩孔、裂纹等。看似很简单的工艺,其实需要好多步骤。恒晨钢格板厂家工人技术,原材料质量质量达标,所以焊接质量没问题,我们通过一个小小的配件都是用心选择的供货商,所以请客户放心。
钢格板表面可热镀锌。该技术不仅使钢格板外观美观,而且大大提高了企业的使用寿命,使其不易被腐蚀。但是,对于一些问题,电池表面的镀锌层也会脱落。下面我们就来看看造成热镀锌钢格板表面镀锌脱落的原因。钢格板镀锌处理不当会导致镀锌层脱落。镀锌前,表面残留的杂质颗粒没有清除干净,影响锌层的附着力;其次,钢格板在退火炉中时,基体没有完全还原成镀锌所需的海绵状纯铁。 ,影响镀锌;一种可能是钢格板热轧钢合金层中的铝含量较少,没有系统生成资源合理的Fe2Al5合金层,是锌层附着力的决定性因素,或者这种合金层被过度生长的铁锌合金层破坏,也会影响镀锌效果。钢格板理论基重的重量(参考中文包装和表面数据处理后使用的标准实验材料)。由于我国的包边、开、切都是一样的,所以实际重量和理论学习重量会出现文化差异,理论重量是根据重量的详细具体定量关系计算的,实际用重量计算不同,规格在刻度范围内,所以齿形钢格板的理论重量和实际重量不同。各会计行业对钢格板产品的市场需求不同,差异程度也比较大。因此,教师需要钢格板厂家认真进行客户管理。分析、定制更有效的客服解决方案,达到教学效果。对于目标客户,我们应该尽量提供一个相对简单、易于部署的解决方案实施策略。根据客户对不同社会环境、不同经济承载力、跨度、形状和颜色变化以及相关造价工程成本的基本要求,科根沟盖针对客户的开发设计、生产设备制造开发了多种解决方案,进一步为客户为了节省安装完成时间和减少昂贵的现场情况处理。钢格板厂家希望有这么多型号的钢格板库存无法满足不同网络用户对差异表达的需求。钢格板之所以成为日常安全保养的国家,是为了保证其在生活中的安全。钢格板虽然有承载能力限制,但难免会断裂。如果发现钢格板坏了。板子如有严重变形和焊缝,应及时修复,以保证教育工作的正常活动。
钢格板 钢格板经济简单,适用于人行道和楼梯的规格。在跨度较小的地方,即使承受设备运输走道的载荷,也可用作仓库货架、亭台楼阁板、栈桥、防护围栏、遮阳棚等。 钢格板 钢格板是为矿山企业的工业应用而开发的一种类型。解决了我国矿产溅到板子上的难点。钢格板损坏的原因有哪些?怎样才能程度地减少钢格板的损坏?与我国相比,镀锌钢格板的损坏率还是比较低的。热镀锌和电镀锌。两者的主要区别在于电镀锌较低,但锌层的厚度也不是没用;虽然热镀锌成本较高,但重要的效果更好。尽管热镀锌更耐用,但需要注意的是,在施工管理过程中,一定要注意保护镀锌层,以免受到严重危害。热镀锌钢格板的危害因素主要通过以下几点:由于不同载荷的变化,长期的学习和应用能力使钢格板发生变化,导致对钢格板承载能力的研究不足。经济结构;各种信息意外变形、扭曲、凹陷等,造成建筑构件截面弱化、杆件翘曲、连接处开裂等;因温差大而引起的相关元件或连接处的开裂和翘曲。由于这些化学反应物质的腐蚀,存在腐蚀问题,电化学腐蚀更为严重,导致某些部件的横截面变弱。因此,使用热镀锌表面数据处理,特别是对环境而言;其他原因包括钢格板设计内容排版、钢格板生产工艺、钢格板设备错误、违规使用和操作等。简而言之,钢格板和钢梁的连接方式主要有两种:一种是焊接固定,二是使用正确的设备,没有科学的应用。一是马鞍夹固定。随着钢格板作为教育平台的广泛应用,它经常受到人的行走或机械振动等动态载荷的影响。如果系统使用马鞍钳设备来解决问题。为了提高固定性,鞍形夹的螺栓难免会发生滑动,这使得钢格板处于不断放松的市场形势,在结构形式上也存在一定的安全隐患。因此,在很多动荷载相对重复或地震多发国家和地区的情况下,钢格板的设备实施方式一般采用焊接生产设备。

钢格板 焊接钢格板时用于导电的填充金属或焊丝焊接数据。在气焊和钨气体保护焊中,焊丝用作填充金属;在埋弧焊、电渣焊等气体保护电弧焊中,焊丝既是填充金属又是导电电。焊丝可分为三类。焊丝表面未涂抗氧化助焊剂。大多数用于钢格板的焊丝都属于这一类,包括碳钢丝、低合金结构钢丝、合金结构钢丝、不锈钢丝和有色金属丝。有些合金,如钴铬钨合金,不能锻造、轧制或拉制,而是通过铸造制成。主要用于钢格板表面的手工堆焊,以满足抗氧化、耐磨、耐高温腐蚀等功能要求。采用连铸加液捏合工艺生产数米长的Co-Cr-W焊丝,可用于自动充丝钨氩弧焊,提高焊接功率和堆焊层质量,提高工作环境。铸焊丝有时用于钢格板的补焊。将薄钢板轧成圆管或异型钢管,填充一定成分的粉末,拉制有缝药芯焊丝,或在钢管内填充粉末,拉制无缝药芯焊丝,即可获得更高的焊接和焊接功率。钢网板适应性好,试制周期短,用途和范围不断扩大。设备夹具的选择应注意几个问题。设备治具主要分为A、B、C三种规格,其中A是常用的。设备夹具是根据孔径大小选择尺寸的设备夹具。上下板用直径8mm的螺栓固定。一般情况下,孔径为30mm和40mm的设备治具为通用设备治具。由于该光圈是常用的,因此可以选择两种类型的光圈。其次,要实际了解以上斜面罩的选择,材质也不同,焊接方式也是可选的。材质方面,通道盖可以采用不锈钢材质,光泽度高,价格相对昂贵。热镀锌比较常见,便宜又漂亮,而且两种材质不同。选择设备治具的时候,也是选择不锈钢设备治具或热镀锌设备治具的时候。在上述焊接方法中,如果是焊接,则将扁钢按扁钢的方向焊接,并选择20mm到3mm之间的距离。如果设备夹具直接固定,钢梁可以固定在两个槽盖板之间。详细轮廓仍根据实际施工轮廓定制。
影响钢格栅板焊接变形的因素:当板材的粗糙度较大时,板材所能承受的临界载荷会在一定程度上降低,更容易发生失稳变形。因此,必须严格控制不锈钢板焊件的初始表面粗糙度,否则会大地影响焊接的抗屈曲变形能力和临界载荷。板厚也是影响屈曲变形的重要因素。板的厚度越小,其刚性越小,抗弯曲变形的能力越低。不锈钢板在对焊时,受高温热源的影响,更容易发生弯曲变形。反之,焊接厚度越大,刚度越大,变形越小。 影响网格板焊接变形的社会因素研究并非孤立存在。焊接不规则变形是多种重要因素综合治理的结果。这需要从多个不同的角度进行分析和考虑,在生产和设计教学过程中寻找更合理的措施来减少焊接变形。不锈钢格栅的造型美观简洁,也可根据具体情况定制。尺寸和形状是否可以设计。
http://www.czgmr.com