产地常州
执行标准YB/T4001.1-2007
材质Q235B
税票包含
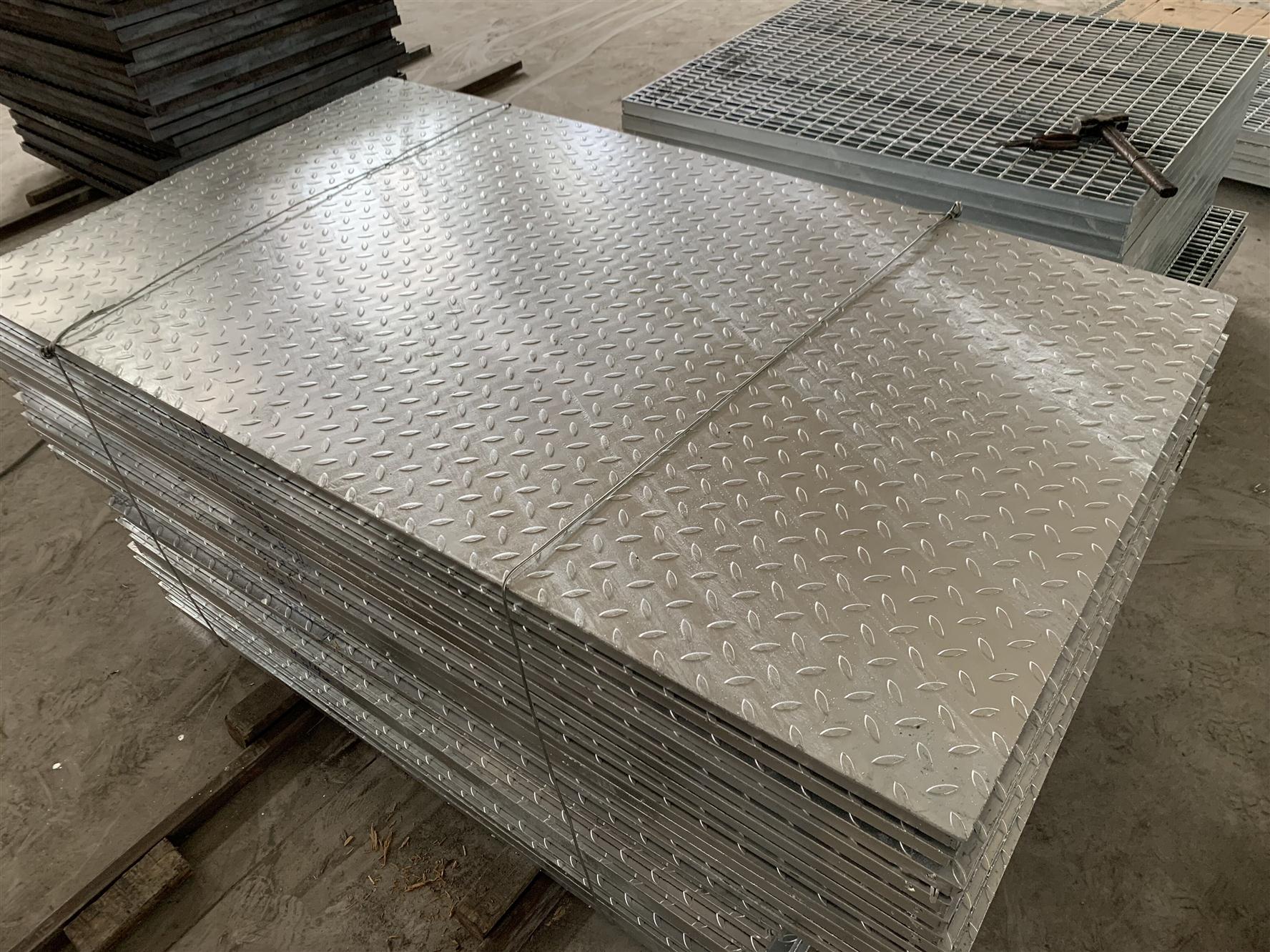
表面处理热浸锌
在材质上,不锈钢格是不锈钢,一般的钢格是碳钢或不锈钢。其次,不锈钢板的表面,不能进行喷漆或热镀锌等防腐处理,而是进行表面抛光,以去除钢板焊接过程中的焊渣或焊痕。由于焊丝是焊接在沟道不锈钢格栅上的,会留下黑点,形状也不美观,所以不锈钢格栅需要抛光处理。不锈钢壳板是它的材料是不锈钢格栅板,与钢板的生产过程,但它没有选择这幅画可能是热浸镀锌防腐处理,但需要选择表面抛光处理去除渣可能焊接过程留下的,等等,以使不锈钢板表面变得光亮如新,而其全部美观大方。镀锌钢格栅特点:镀锌钢格栅具有重量轻、强度高、承载能力强、材料经济、透光通风、现代气质、外型美观、防滑安全、易清洗、安装简单、耐久性好等特点。镀锌钢格栅板根据受载扁钢侧的形状分为板形和齿形。飞机类型用信我,和齿形的信S.Galvanized钢格板扭曲的方钢压在一定距离的水平力扁钢,导致一个强大的焊接接头,板的形状和表面矩形网格板。扁钢承受载荷,钢筋(扭转方向)起连接作用。镀锌钢网架的平方向代表镀锌钢网架的长度方向,水平方向代表镀锌钢网架的宽度方向。根据扁钢、绞方钢的距离和绞方钢的距离标准,可组合成200多种标准型。根据使用环境的不同,对边缘有不同的处理。一般采用热浸镀锌。
2022年4月份,尽管国际大宗商品价格高位运行,但在各地区和各部门贯彻落实保供稳价政策的努力下,PPI环比和同比涨幅均有所回落(详见图1),而对于国内制造企业来说,短期成本上升和订单转弱的影响仍存,国内制造企业的利润水平明显受到挤压,这将对国内制造行业的用钢需求造成不小的冲击。
作为不锈钢钢格板焊接时填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体维护电时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体维护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝可分为3类。焊丝的外表不涂防氧化效果的焊剂。
大多数用于不锈钢钢格板的焊丝归于此类,包含碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢丝和有色金属焊丝等。有些合金,如钴铬钨合金,不能锻、轧和拔丝,而用铸造办法制成。它首要用于不锈钢钢格板外表的手艺堆焊,以满意如抗氧化、耐磨损和高温下耐腐蚀等特别功能要求
选用接连浇注和液态揉捏可制造出长达数米的钴铬钨焊丝,用于主动填丝钨极气体维护电弧焊,以提升焊接功率和堆焊层质量,一起还能改进劳动条件。不锈钢钢格板补焊有时也选用铸造焊丝。
用薄钢带卷成圆形或异形钢管,内填必定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝用这种焊丝焊接熔敷功率高,对不锈钢钢格板适应性好,试制周期短,因此它的使用量和使用范围不断扩大。
这种焊丝首要用于二氧化碳气体维护焊、埋弧焊和电渣焊。药芯焊丝中的药粉成分一般与焊条药皮类似。含有造渣、造气和稳弧成分的药芯焊丝焊接时不需要维护气体,称自维护药芯焊丝,适用于焊接不锈钢钢格板。
以上是关于不锈钢钢格板的相关内容,希望对大家有所帮助。

镀锌钢格板就是钢格板生产出来以后,进行的防锈处理。有热镀锌钢格板和电镀锌钢格板2种。镀锌钢格板具有通风透光、防滑,承载力强,美观耐用,易于清扫,安装简便等优点。热镀锌标准为:GB/T 13912-2002 《钢铁制件热镀锌技术要求及实验方法》钢格板作为一种新材料、新产品正得到日益广泛的应用,其较多的优越性能及良好的性能价格比显示了其应用的前景。
特点:
1.强度高,自重轻;
2.防腐能力强,经久耐用;
3.外形美观,表面亮泽;
4.不积污物,不积雨雪,不积水,自清洁,易于维护;
5.通风,采光,散热,防滑,防爆性好;
6.便于安装及折卸。
用途:
适用于合金,建材,电站,锅炉。造船。石化,化工及一般工业厂房、市政建设等行业,具有通风透光、防滑,承载力强,美观耐用,易于清扫,安装简便等优点。钢格板已在国内外各行各业得到广泛应用,主要用作工业平台,梯踏板,扶栏,通道地板,铁路桥侧道,高空塔架平台,排水沟盖,井盖,道路隔栅,立体停车场,机关、学校、工厂、企事业、运动场、花园别墅的围栏,也可用作民宅的外窗,阳台护栏,高速公路、铁路的护栏等。
作钢格栅板在确定要选用的不锈钢类型时,主要考虑的是所要求的审美标准、所在地大气的腐蚀性以及要采用的清理制度。要获得户外环境中的审美效果,就需采用含镍不锈钢。在干燥的室内环境中使用304不锈钢效果相当好,使用要求是长期保持建筑物的原有外貌,但是,在乡村和城市要想在户外保持其外观,就需经常进行清洗。在污染严重的工业区和沿海地区,表面会非常脏,甚至产生锈蚀。如果是工业性气氛或重污染地区,则需要及时清洁以避免腐蚀。
平台不锈钢钢格板是用不锈钢扁钢焊接而成的。在焊接平台不锈钢格栅板时会留下黑色焊点,外形不美观,所以不锈钢钢格板都需要抛光处理。
经过电解抛光技术处理,不锈钢钢格板光亮如初,外形不仅美观,而且不生锈,使用时间长。生产不锈钢钢格板后,在经过抛光处理,才能算真正的成品。
不锈钢钢格板就是其材质是不锈钢的格栅板,其生产工艺同普通钢格板比较大同小异,只不过它不用采用喷漆或者热镀锌等防腐处理,而是需要采用表面抛光处理以除掉焊接过程中留下的焊渣或者瘢痕等。

如何提高平台钢格板安装精度,大限度减少平台钢格板施工质量通病,通过对平台钢格板施工中存在的问题进行调查查并整理,希望各施工单位能够根据常见施工质量问题,举一反三,查找存在的质量问题并及时修改,制定相关的预防措施。通过大量的统计数据显示,平台钢格板变形及拼装平台不平整是影响平台钢格板安装平整度主要的原因,所占比例高达60%以上。影响平台钢格板安装精度原因主要有以下几个方面。
原因分析
1、责任意识差:部分工人虽然经过岗前培训,但不知道自己应该把握好重点是什么,造成好坏混肴。大部分工人有着丰富的实践经验但责任意识差,产生多次性的重复工作。
2、平台钢格板制作尺寸存在误差:厂家在生产时焊接量大产生变形,直接影响安装精度,需要再次加工又影响安装进度。
3、运输变形:产品在运输时易产生挤压变形,直接影响安装平台表面的平整度。
4、工人操作不精细:由于工人对尺寸控制不,造成尺寸到不到施工要求,从而使现场的安装带来错误信息,也是影响安装的精度的原因。
采取措施
1、严格按照规范操作,不疲劳操作。由人员,加大培训力度。减少手工切割的次数多采用自动切割。
2、严格检查平台钢格板出厂质量,发现不合格的平台钢格板产品立即返厂。对于变形的平台钢格板产品,采用重物平压的方法校正,对于小变形的平台钢格板采用敲打的方法局部校正。
3、组织工人学习,强调安装精度的重要性,提高工人的水平和增强意识。确定质量责任意识,不合格的重新返工。
4、加强质检员的抽检频率,发现问题及时调整。
以上是平台钢格板的相关内容,希望对大家有所帮助。
焊接钢格栅时,选择合适的焊接件装配顺序,避免总构件装配应力过大。由于装配的一般刚度和不同装配阶段重心位置的变化,装配后钢格板焊接部位会产生应力。一般来说,装配焊接顺序处理不当将直接影响焊接质量。另外,不锈钢格栅在装配过程中有可能产生新的残余应力,如果新的残余应力大于临界变形应力,就会引起焊接变形。因此,装配应力应尽量减小或避免。2 .受焊接尺寸的影响对于不锈钢网格板焊接来说,焊接尺寸与钢板焊接挠度变形有着密不可分的关系,焊接位置在结构上对不锈钢网格板焊接变形也会产生影响。不对称的排列会导致焊件的弯曲变形。钢点焊件截面的中性轴越靠近焊缝,弯曲变形越小。相反,中性轴离焊缝越远,弯曲变形越大。钢格栅板焊接过程中受局部高温热源的影响,受局部高温热源的影响,焊缝区受热剧烈,局部熔化。该区域的材料受热使焊接区域扩大,而钢格板周围温度相对较低的区域则对焊接区域产生约束作用,从而产生弹性热应力。温度升高后,材料的屈服应力限急剧下降,导致热弹性应力超过屈服限,形成热压缩。在冷却过程中,焊缝区材料收缩受到周围区域温度场不均匀的影响,导致不均匀收缩变形。焊接区域存在拉残余应力,相邻区域存在压残余应力。不锈钢点焊对热源的输入非常敏感。合理控制热源输入能量对钢点焊件的质量具有重要意义。热源能量输入越大,收缩变形越大,热源能量输入越小,收缩变形越小。因此,在保证良好焊缝成形的条件下,输入热源应尽可能小。
http://www.czgmr.com