材质304SUS
质量标准ISO9001
表面处理酸洗
产地常州
执行标准YB/T4001.1-2007
我们知道钢格板分为手工焊接钢格板和压焊钢格板,不少客户在购买钢格板的时候会由于对钢格板的了解不够而感到迷茫。那么手工焊接钢格板就一定比不上机器压焊钢格板么?手工焊接钢格板和机器压焊钢格板各有什么优缺点呐?慕源钢格板厂作为一个钢格板生产的老厂家为您详细分析一下这两种生产工艺,以避免您在采购中产生迷茫。
我们先通过两种焊接工艺的特点。
手工焊接制作的钢格板需要先在扁钢上进行冲孔,将横杆放入孔中点焊,横杆和扁钢会存在一定的空隙,但是每个接触点都能进行焊接,达到扁钢和麻花钢的等同溶化连接,因此焊接会更牢固,强度会有所提升,但外观不如压焊的美观。
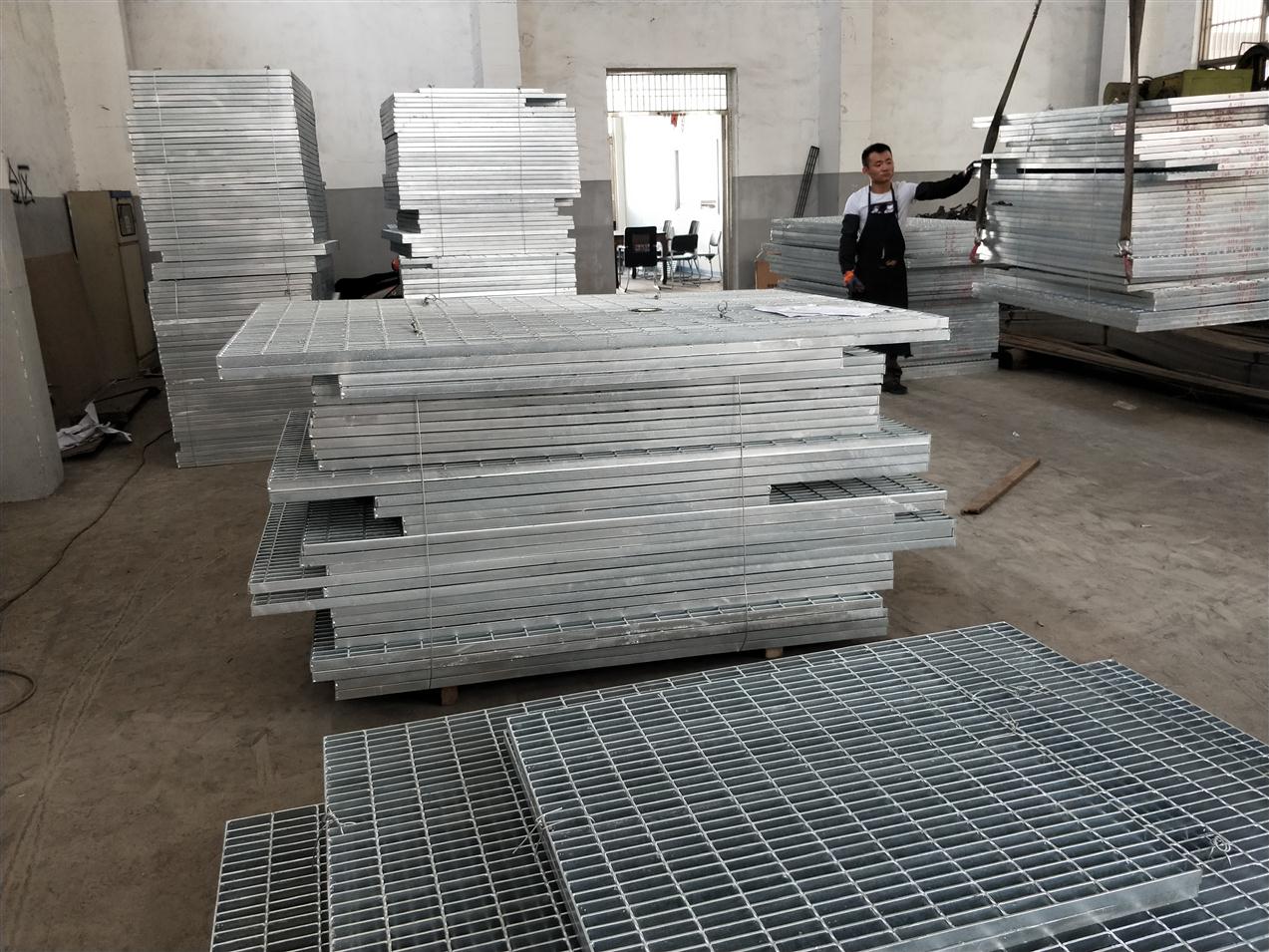
压焊钢格板也叫机器压焊钢格板,是采用高压电阻压焊机焊接而成,首先需要把承载扁钢放到特定的模具上,手动将横杆横放到均匀排列的扁钢上,经过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的高品质钢格板。
了解了生产工艺,这两种工艺各自的优缺点在哪里呐?
手工焊接钢格板的焊点相对来说并不是很美观,甚至是有点粗糙。不过手工焊接钢格板较大的优点是焊点比较牢固。而且能够生产各种规格和尺寸的钢格板,例如:外表尺寸异型钢格板、孔距异型钢格板、插接钢格板、钢格板包边、T2和T4型号踏步板的包边等等,这些都必须要由手工焊接完成!
相比而言,压焊钢格板焊接工艺受设备和电流电压的影响,工艺与原料扁钢的高低有关系,扁钢宽度误差大可能影响焊接强度,使强度不一致;该工艺存在的缺陷是假焊和虚焊,而假焊和虚焊容易使横杆剥脱。焊接工艺因设备的额定容量,截面较大的重型钢格板无法生产等。但是,机器压焊生产的钢格板焊点非常的美观,这是手工焊接所达不到的。因此,机器压焊钢格板更加适合大批量生产的常规型号钢格板。
通过对比我们可以看到,无论是手工焊接钢格板还是压焊钢格板,各种优点都是相对而言的,不是绝对的。关键是要看自己需要什么样的,根据自己的需要选择。我们希望您通过这篇文章能够更好的认清两种工艺的区别,不要在选购的时候由于经验不足产生了迷茫。

钢格栅作为阶梯板的严格要求,由于钢板材料的诸多优点,广泛应用于各种场合.因此,对钢网架的使用有严格的要求.钢格栅应作为注意的工作平台或通道的钢网之间的间隙不应允许有直径35毫米是流传下来的球的工作平台.
工作平台和通道的钢网架的设计应避免由坠落物体造成的危险;为了防止物体坠落的平台和渠道钢格栅,平台和通道的钢网格不应该在钢板的间隙有较大差距.工作平台和槽钢格栅的设计应防止行人绊倒.
平台与槽钢之间的间隙不应使球的20mm直径向下传递,否则应使用其他适当的设施以确保同样的安全水平.为了避免行人出行的危险,钢格栅应平整,与较大高度差的钢格板和钢板与构件不得超过4mm之间.
为了防止钢板坠落的风险:为了防止冒落的风险,钢网的安装尽可能的固定.钢板应与钢板组件安装规定进行,安装后可以横向移动或支撑架,钢格板承载扁钢方向两端的轴承支撑架的长度每端不得小于25毫米.为了确定腐蚀或任何危险的任何松动或夹紧位置,应随时检查附件.防止行人在危险中滑倒.
必须有可移动和可拆卸的钢板,必须用钢栅板的特殊安装夹具固定.安装夹可由制造商根据买方的要求提供,除了不锈钢材料制造夹具的安装,夹钢的制作和安装必须热镀锌表面处理,建议安装夹螺栓经热浸镀锌表面处理,螺栓不应小于8毫米的直径,数量每件钢格板使用的安装不应低于4.
钢格栅具有良好的抗滑性能.对于斜坡带和坡度不大于10 o的工作平台或积液或油脂,建议选择齿钢箱板,10多个o坡工作平台,采取更为实用的防滑措施,防止打滑.的钢夹板通道的承载能力不小于7.5kn/m2.
单通的钢网格访问不少于3.0kn/m2.钢格栅的承载能力不低于5平方米.当设计荷载作用的钢网架的挠度,不应超过l/200的跨度,和施加载荷及相邻卸钢网格之间的高度差不得超过4mm.如钢格栅用作楼梯踏步板或通道,除要注意上述设计要求外,还应充分考虑其安装牢固、行人方便、使用频率不同的位置.

手工焊接制造的钢格板是先在扁钢上冲孔,而后将横杆纳入孔中点焊,横杆与扁钢会存在闲暇,可是每个触碰点都能实行焊接,抵达扁钢以及麻花钢的等同融化衔接,因而焊接会更稳定,强度会有所晋升,但外表毋宁压焊的雅观!该制造工艺对照灵敏、产物多样化、基本上能够制造全系列钢格板,在重型上有优点;因焊接所有人为手工焊接,简易焊接不稳定、漏焊、假焊,发生假焊以及漏焊下降强度.
原本人为焊接以及机子焊接都差不多,可根据顾客需求来挑选.异型钢格板以及插接钢格板只能人为焊接不能用机械焊,这也是人为焊接的优点.
机械压焊运用高压电阻压焊机,事前把承载扁钢放在特定的模具上,而后机械手自动将横杆横放在平均排列的扁钢上,经过庞大的电焊功率以及液压力将横杆压焊入扁钢内,从而能够得到焊点牢固,稳定性以及强度极高的高品质钢格板.
而后在根据用户需求的长度用切割机切开,人为焊接包边.机械压焊效率对照高,可是机械制造尺寸通常宽度不要超出1.2米,尚有即是尺寸不要太零星.机械焊接有肯定的尺寸限定,一些独特形式以及插接钢格板也是机械不能制造的,只能人为焊接.
合适规格尺寸对照正途并且需求量大的顾客.该焊接工艺受设备以及电流电压匹配的波及,通常双杆的焊接比单杆的强度高,该焊接工艺还与材料扁钢的上下相关系,扁钢宽度偏差大可能波及焊接强度,使强度不一概;该工艺存在的缺点是假焊以及虚焊,假焊以及虚焊简易使横杆剥脱.
焊接工艺因设备设备的额定容量,截面较大的重型钢格板不能制造.该焊接工艺的设备额定容量低于800KVA的通常只能做4mm厚度下面的扁钢钢格板,1250KVA的通常能做5~6mm厚度的扁钢钢格板.

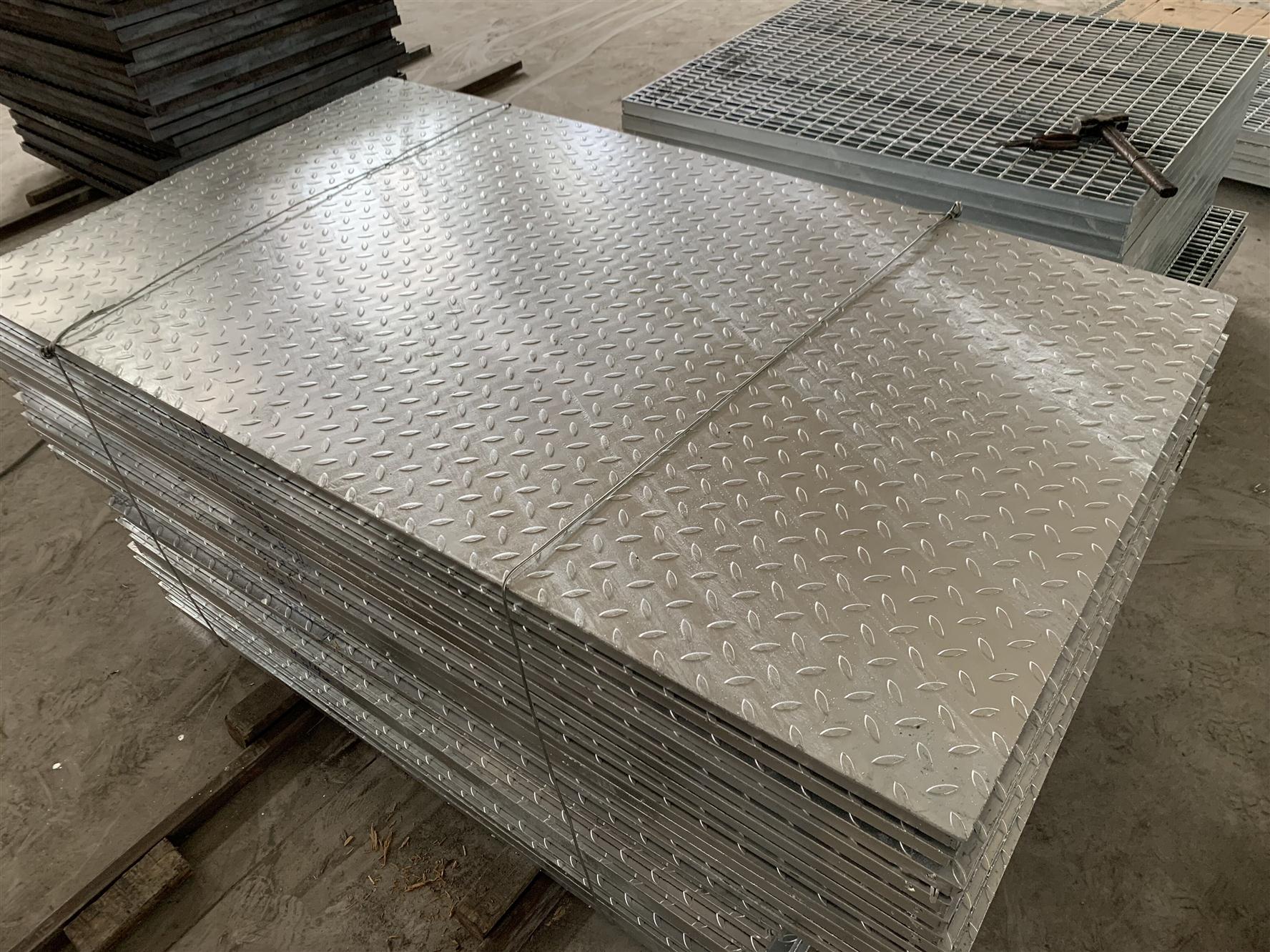
生产热镀锌钢格板较常见的原材料是扁钢和麻花钢,角钢、H型钢等等也都会作为热镀锌钢格板的辅助形式出现。一般,我们说热镀锌钢格板栅板由纵板和横杆组成,纵板承重,横杆起到连接作用。热镀锌钢格板的这种连接形式能够很好的起到防滑作用。我们今天根据采取的连接方式来介绍下不同结构的热镀锌钢格板。
一、 由扁钢作为承载体,杆件作为连接体生产的热镀锌钢格板。
这一类钢格板在形式上可以被视为普通钢格板,因连接杆件的形式不同、承载力和承载格栅条的间距等差异可以被细化为下面几种。
1. 筋板型热镀锌钢格板
由纵向承重栅 板和横向的扭绞方钢,籍助 于2000kV 以上 焊接 电源 和 l 00 t 压力下焊接制成 。这种格栅板由扁钢作为纵向承载,一般采用扭绞方钢作为横向连接件。牛角方钢也可以选用圆钢、方钢、扭转圆钢等。筋板型格栅板作为原型,衍生出重型钢格栅板、密集型钢格栅板、I 型格栅板等等。
2、重载型钢格板
重载型钢格板又称重型格栅板,它是专门为需要重荷载场合如机场、高铁车站、飞机库、重工业厂房、汽车站、物流场等设计制作的钢格板产品。它用压锁焊接将承载格栅条与连接钢杆件相连接,能有效防止承载扁钢的倾斜失稳,避免负载扁钢变形。
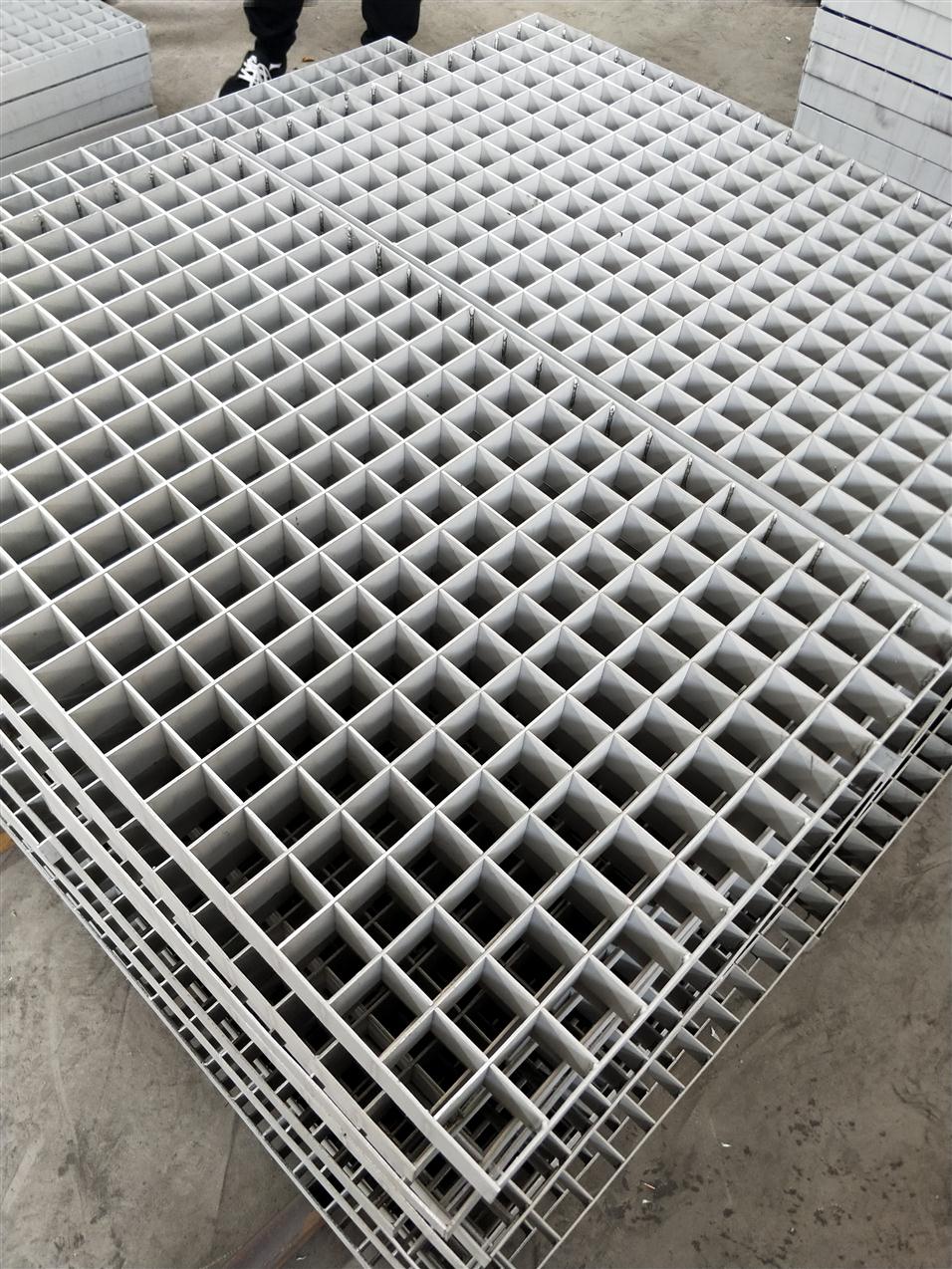
3. 密集型格栅板
密型钢格板指承载扁钢间距小于 25 mm 的杆件格栅板。密型钢格板除完全具备标准压焊钢格板的形式美观、安装简便等优点外,更满足了一些人流较大民用建筑如高铁站、飞机场、汽车站等对穿过或漏下物体的尺寸大小有严格要求的条件
4. I 型格栅板
I 型钢格板也叫做工型钢格板或 I 字型格栅板,它是筋板型格栅板的衍生产品。I 型钢格板的纵板采用 I 型扁钢(扁钢两边厚中间薄)制作。其他被普通钢格板一样。I 型钢格板是结构计算优化的产品,在满足相同的荷载和挠度要求的条件下,作为承载格栅条的 I 型号钢的截面面积更小,自重更轻。
-/gjcjdj/-
http://www.czgmr.com