产地常州
执行标准YB/T4001.1-2007
材质Q235B
质量标准ISO9001
表面处理热镀锌
镀锌钢格板各方面的性能都非常的不错,一般使用过的用户都非常的满意它,大家在平时也会比较关注一些相关信息。现在很多朋友都想知道怎样才能够让镀锌钢格板的整体结构更加的美观呢?其实非常的简单,下面是具体的介绍:
镀锌钢格板是钢格板系类之一,具有承载力,防滑效果更佳。它是用承载扁钢与横杆交叉焊接之后,在表面铺上一层花纹板焊接,将花纹板和钢格板用气体保护焊进行整合焊接。
如何让镀锌钢格板整体结构美观?
1.首先将花纹板与钢格板叠加并在中心位置确定定位点进行点焊,然后纵向由中间向两端以散布方式、横向每间隔三支扁钢和一支横杆间距的方式进行焊接成型,后进行花纹板和钢格板周圈焊;焊接完成后,对格栅复合板进行镀锌处理。
2.在整合焊接过程中,除外侧主体扁钢和包边扁钢能与花纹板焊接外,其余只能保证花纹板和钢格板上的麻花钢之间有焊缝。焊缝长度为15~20mm,焊脚高度为4~6mm。对焊缝长度和焊脚高度的限制,适用于镀锌钢格板所有的焊接要求,强度能够满足现场使用要求,如果超出此范围,太大则没有必要,而且影响美观程度,太小则会影响产品质量。
3.花纹板与钢格板叠加后,花纹板的边界超出钢格板边界小于等于3mm。格栅复合板的上下两层边界若未对齐,其超出3mm,则对于周圈的焊接来说,不容易焊接到位,影响焊接质量,另外一方面在镀锌钢格板安装时,由于有间隙,不容易固定。
4.焊接过程中所使用的主要焊接设备是CO2气体保护焊机。使用的CO2气体保护焊为半自动化操作,焊接过程中因热量产生的变形小,可连续作业生产率高,焊接后不用清渣焊点滑顺美观,而且减少了中间环节,大大提高了焊接施工效率,有利于保证施工进度和焊接质量。
本焊接方法,在保证了整个格栅复合板强度的情况下,尽量较少焊接点及焊接次数,保证整体结构的实用、美观。一次成型焊接技术,将传统的镀锌后整合焊接改成先整合焊接后再镀锌,能有效的解决因重复进行酸处理和浸镀造成的时间上的浪费,并有效的提高了钢格板产品外观色泽的一致性。
大家在进行镀锌钢格板施工的时候结合上面的文章内容进行就可以发现它的整体结构变得美观了不少。
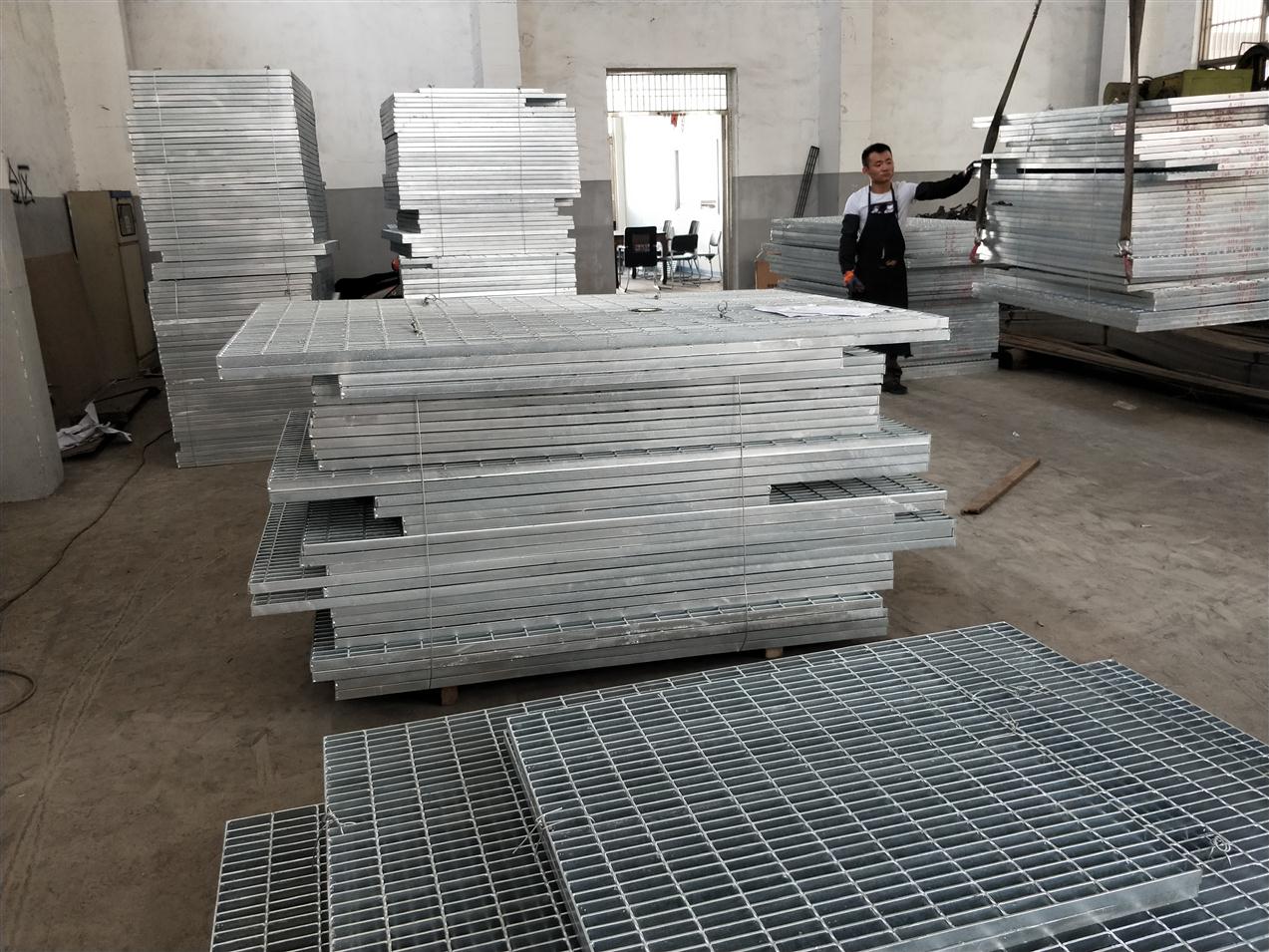
热镀锌钢格栅板(热浸锌钢格栅板)是钢格栅板中常用应用广泛的产品,钢格栅板焊接成型后经热镀锌处理,不仅外表美观大方,而且能起到很好防腐防锈、延长使用寿命的作用,深受广大客户亲赖。
热镀锌钢格栅板的特点为:高强度,轻结构;牢固的网格压焊结构使其具有高承载,结构轻,便于吊装等特点;外形美观,经久耐用。
酸碱腐蚀能力:在PH 6至PH 12.5范围内,锌层表面形成稳定的保护膜,耐腐蚀性能好。
热镀锌钢格栅板的用途:广泛应用于石油化工、电厂、水厂、污水处理厂、市政工程、环卫工程等领域的平台、走道、栈桥、沟盖、井盖、梯子、围栏、护栏等。
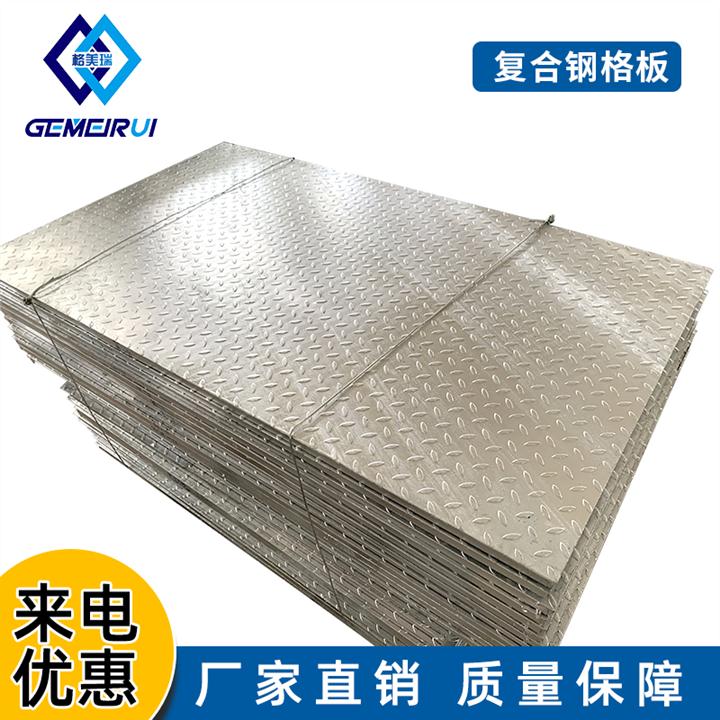
复合钢格板是由有一定横跨承载能力的钢格板及密封表面的花纹板构成的一种产品。复合钢格板经热浸锌处理后,因热力会产生翘曲变形,尤其是选用较大型号的钢格板,校平比较困难,请注意选型。复合钢格板常用系列3钢格板作底板,也可采用系列1或系列2钢格板;花纹钢格板常用3mm厚板,也可采用4mm,5mm、6mm的板。在复合钢格板的正面或底面捍接钢网制成复网板,可防小件掉落,在粮仓、餐厅、仓库使用复网板,可防止老鼠等小动物进入。
正规的钢格板能够让大家感受到它的众多优势在,在使用的过程之中带来的好处也会更多。所以大家在选择的钢格板的时候一定要选择正规的才行,但是在选择的时候要注意哪些方面呢?大家可以先看一看下面文章之中的介绍。
在整个钢格板的生产中,自然就需要符合多方面的正规性要求,只有一个厂家真正符合了正规的生产,才会真正有很好的产品质量,那么要让这种产品符合什么方面的正规性要求呢,首先就是在生产中要有材料上面的正规性,虽然这种产品的材料也是金属,但是和其他的产品相比却又有很大的区别,一者是它对于强度有很高的要求,而且也会对于产品的重量有一定的降低。
正是因为其是这方面的表现,自然也就需要让其丰生产中材料上面的特殊性了,但是也有一些厂家在生产中,考虑到正规材料上面的高价格,所以才会使用一些低标准的材料,虽然这样也能生产出钢格板,但是难以让它有很好的质量,所以在整个产品的生产中,首先就需要让其用很那的产品材料正规性,除了材料的正规性之外,还需要让其有很好的工艺正规性,如果是它的工艺没有正规性,应该没有更好的焊接,而在它的工艺焊接上没有符合要求的时候,首先就会影响到它的外观。
再者也会让产品有防锈能力上面的下降,当然一个厂家使用什么样的设备,也要看他们厂家有什么样的实力,如果是一个小厂家,一般是没有很高的设备质量的,所以其在这方面也就需要有相应的提升。再有就是其在生产中,也需要满足车间上面的正规性,所说的车间正规性,也可以理解成是厂家的正规性。
镀锌钢格板的镀锌处理工艺是非常重要的一个步骤,在镀锌的过程之中也有很多需要用户格外注意的部分,如果大家对于镀锌钢格板镀锌还有不清楚的问题的话,可以先看一看下面文章之中的介绍。比如镀锌的比重对它的使用性能有影响吗?
镀锌钢格板是我们中常见的铁制品,热镀锌是将钢、不锈钢、铸铁等金属浸入熔融液态金属或合金中获得镀层的一种工艺技术。热镀锌是当今世界上应用广泛、性能价格比优的钢材表面处理方法。热镀锌产品对钢铁的减蚀延寿、节能节材起着不可估量和不可替代的作用, 小编为您介绍镀锌钢格板的比重和什么有关系。
镀锌钢格板采用齿盘全浸式半自动镀锌方式拨入、压下、螺旋、拔出、提升的机械原理,完成热镀锌过程。工艺参数控制:锌液温度应控制在440-460℃之间;浸锌时间应控制在30-60秒之间;加铝量(锌液面含铝量0.01-0.02%)。镀锌钢格板的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到全面保护。
镀锌钢格板的镀锌比重是和钢格板的表面积分不开的, 热镀锌比重添加多少,这个取决于镀锌钢格栅板表面积添加了多少,钢格栅表面积越大, 那么毫无疑问比重添加就增多,跟着镀锌钢格栅板高度的添加那么表面积也会添加,这样比重也会添加。假如厚度添加,表面积影响不大,可是跟着厚度添加,那么分量会添加很多,这样镀锌比重反而会下降。
相信大家在看完上面的内容之后就清楚镀锌钢格板的镀锌比重是否对它的使用性能有影响了。
一般只要按照上面的要求去选择钢格板的话是有效的,更不用担心在之后的使用中会出现意外情况。

平台板在焊接时简单呈现哪些题目
平台板作为钢格板的一种分类,其构成与普通的钢格板并没有多大的差别,都是由扁钢根据必定的间距和横杆举行穿插摆列构成的。在其建造的进程中必要会用到焊接。那末平台钢格板在举行焊接的时辰会呈现哪些题目呢?
1、焊接时麻花钢压不下去。焊接时麻花钢压不下去,大概是由以下缘故原由惹起,焊接电流调剂不当、熔接工夫短、冷却工夫长或液压体系低压压力高以及没有高压等、压接路程短大概电极太薄。
2、焊接时麻花钢过熔。焊接时麻花钢过熔,大概有以下缘故原由,熔接工夫长、电流大、体系压力调剂不当。
3、焊接时麻花钢发黑,焊接强度低。焊接时麻花钢发黑,焊接强度低,是因为压力调剂太高、熔接工夫短大概电流低形成。
4、焊接时麻花钢和扁钢俄然过熔。焊接时麻花钢和扁钢俄然过熔,其首要缘故原由是可控硅把持板题目,招致可控硅电流不受把持,电流过大招致可控硅破坏。如呈现此毛病,题目比较庞大。
5、焊接时有短工夫断电景象。焊接时有短工夫断电景象,惹起此毛病的首要缘故原由是可控硅脉冲信号丧失形成的,普通是把持可控硅触发的继电器打仗不良惹起的。
6、焊接时麻花钢单根过熔。焊接时麻花钢单根过熔。首要缘故原由有:电极不平薄厚不一致、授台垫板不平、前后压辊调剂不当以及原材料锈蚀严峻等。
7、焊接时末了的脉冲信号丧失(末了时麻花钢发暗)。焊接时末了脉冲信号丧失。首要缘故原由是焊接电流给定信号丧失,丧失的缘故原由是:调剂电位器破坏、给定继电器触点打仗不良或信号线断等。
-/gjcjdj/-
http://www.czgmr.com