材质304SUS
质量标准ISO9001
表面处理酸洗
产地常州
执行标准YB/T4001.1-2007
我们时常在中听说沟盖板被盗或者质量属于豆腐渣级别的。
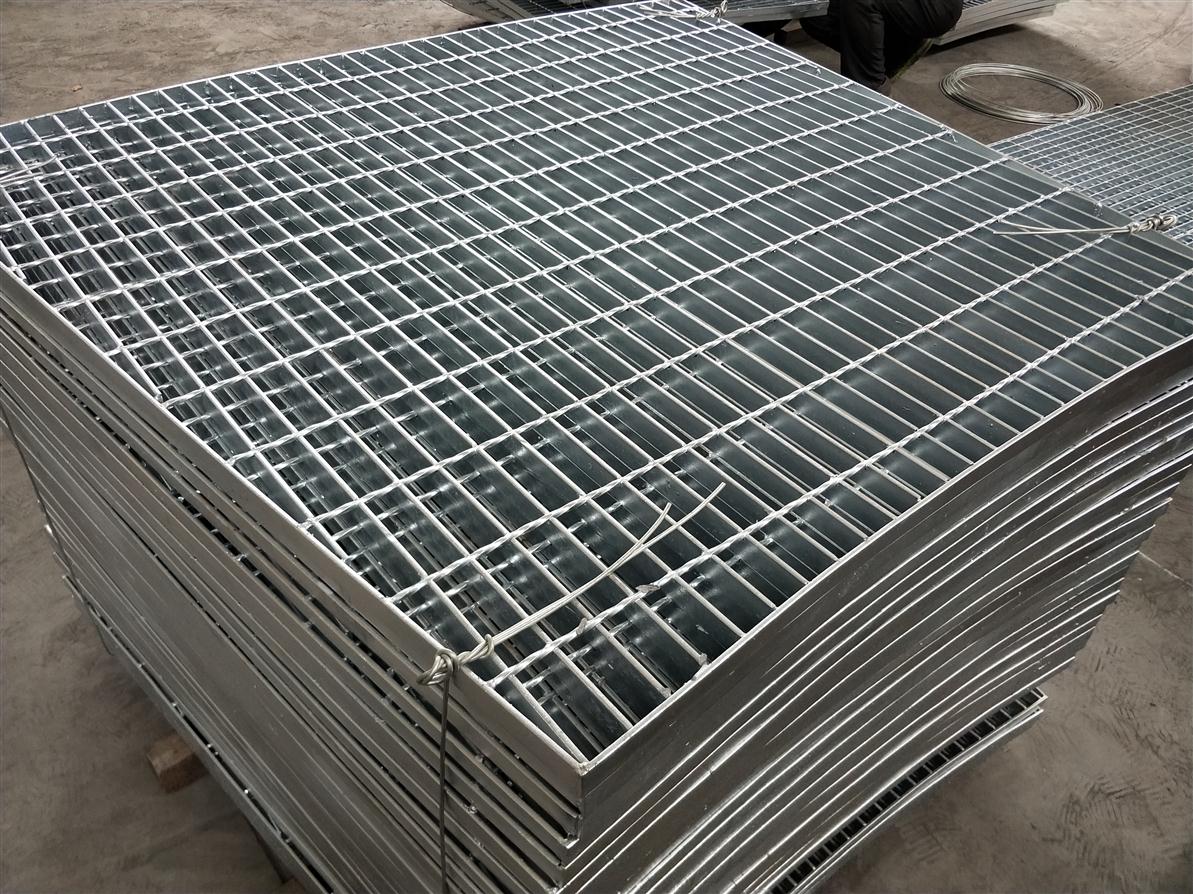
目前,很多人采用钢格板来制作沟盖板。在坚固方面做出了很大程度上的提升。这东西的组成材料一眼就能看到,根本不可能用什么竹条纸壳代替!走人过车您就放心大胆的上吧,承载妥妥的!
在防盗方面,我们也对钢格板制作的沟盖板进行了很大程度的技术改进。而且多数沟盖板镶嵌在沥青下面,在下方还有相应的防盗防护措施。大大的减少了丢失率。
钢格板还有另一个好处就是可以很方便的进行疏通搭理,现在开合度基本能够达到100度左右。在操作的时候非常的方便,一个人就能轻易的做到。
希望在我们日常生活中不要再发生因为沟盖板所产生的安全事故了!让我们共同努力打造和谐家园,让我们的家乡更美丽,让我们的祖国更辉煌!
慕源钢格板厂诚意生产!全体同仁祝您工作生活愉快!

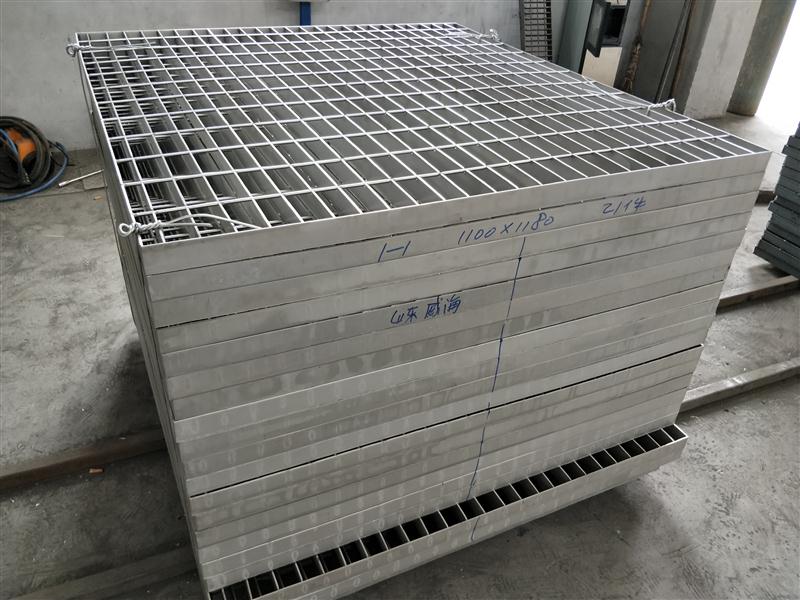
钢格栅板跨度影响安全荷载数值,大跨度钢格栅板就是钢格栅板的承载扁钢长度大于2米以上小于6米以下的钢格栅板产品。钢格栅板的跨度外形尺寸可根据客户的实际需要加工定做。常规尺寸为1米*1米,1米*2米。
客户在订购钢格栅板时可根据实际需要来平均划分一下尺寸,这样生产,运输,安装时也比较方便,钢格栅板的外形尺寸都是根据客户要求生产。
钢格栅板跨度影响安全荷载数值,在采购的同时也一定要考虑安全问题,这就需要客户提供现场要求的安全承重范围,这样我们可以为您提供合适的钢格栅板。
钢格栅板的跨度与扁钢尺寸大小直接影响着钢格栅板的安全荷载数值,一般在采购钢格栅板时如果钢格栅板可以划分的话就不要采用大跨度钢格栅板,因为钢格栅板跨度越大承载的重量就越小,而且在使用中要有支撑梁来撑着不然时间久了会变形,生产运输中也十分不方便。
一般来讲,不锈钢钢格板的主要焊接方式有:二保焊,氩弧焊和机器压焊三种。
1.氩弧焊是一种比较老的焊接钢格栅板的方法,这种焊接方式对焊工的技术要求有很高的要求,如果焊工的技艺不精,很容易导致镀锌钢格板扁钢和麻花钢之间的焊口残留有焊渣,这就是客户反应的出现的疙疙瘩瘩的情况。
2.保焊是一种较新的焊接镀锌钢格板的焊接手段,该方法生产率高,劳动强度相对较低,缺点就是费用比较昂贵,导致的生产成本有所增加。
3.较主要较流行的镀锌钢格板焊接方式就是机器压焊了,机器压焊其实就是用二保焊技术,用机器先压实后焊接。此焊接方法可以使麻花钢完全的融化到扁铁里,大大的增加了镀锌钢格板的牢固强度。
常州市格美瑞钢格板有限公司拥有精良的生产设备和先进的生产技术,并实施规范化管理。专业生产钢格板、热镀锌钢格板、不锈钢钢格板、排水沟盖板等产品。生产的钢格板深受广大客户欢迎。选择钢格板,请*航佳钢格板厂家,欢迎新老客户前来选购。

不锈钢钢格板的焊接注意事项介绍:
1、在负载扁钢和横杆的每个交点处,应通过焊接、铆接或压锁将其固定。
2、镀锌钢格板的焊接优先采用压力电阻焊,也可采用电弧焊。
3、镀锌钢格板的压锁可采用压力机将横杆压入负载扁钢将其固定。
4、镀锌钢格板应根据用户的需要,加工成各种尺寸的形状。
5、负载扁钢的间距和横杆的间距可由供需方根据设计要求确定。作工业平台,建议负载扁钢的间距不得大于40mm,横杆间距不得大于165mm。
在负载扁钢的端头,应使用与负载扁钢同规格的扁钢进行包边。在特别使用的场合,可使用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。包边采用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不承受荷载的情况下,允许间隔4根负载扁钢焊接一处,但间距不得大于150mm。在包边板承受荷载的情况下,不允许间隔焊接,而且必须满焊。楼梯踏步板的端边板必须单面满焊。与负载扁钢同向的包边板,必须与每一根横杆焊接。钢格板中的切口、开孔等于或大于180mm的,应作包边处理。楼梯踏步板如有*包边护板,必须贯穿整个踏步。钢格板的负载扁钢,可采用平面扁钢、I型扁钢或纵剪带钢。钢格板的负载扁钢,可以带有齿型,以增加镀锌钢格板的防滑力,齿型尺寸如图2所示。在每100mm内不能少于5齿。齿型尺寸平台上的钢格板的较小宽度不得小于300mm。
-/gjcjdj/-
http://www.czgmr.com