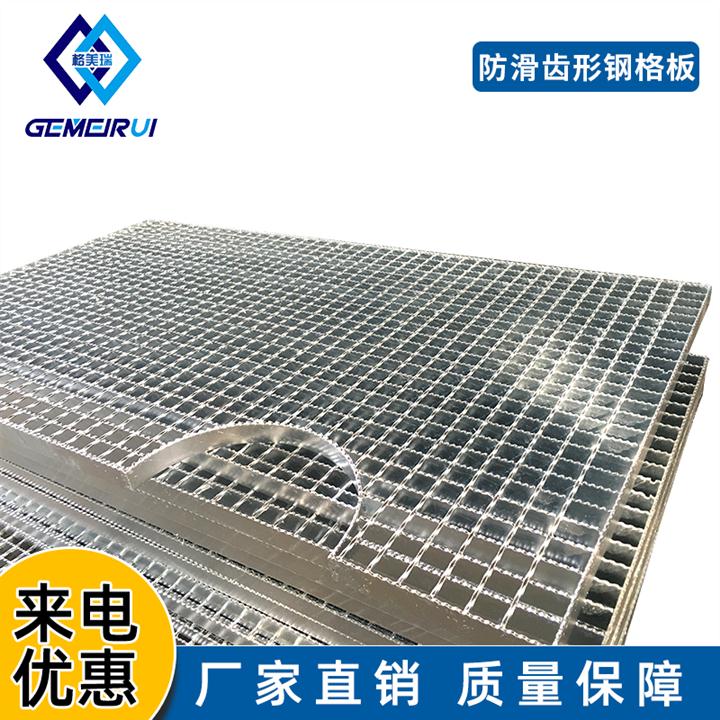
焊接钢格板中的切口、开孔等于或大于180mm的,应作包边处理。楼梯踏步板如有*包边护板,必须贯穿整个踏步。钢格板的负载扁钢,可采用平面扁钢、I型扁钢或纵剪带钢。钢格板的负载扁钢,可以带有齿型,以增加钢格板的防滑力,齿型尺寸如图2所示。在每100mm内不能少于5齿。齿型尺寸平台上的钢格板的较小宽度不得小于300mm。
一:防滑格栅板简介
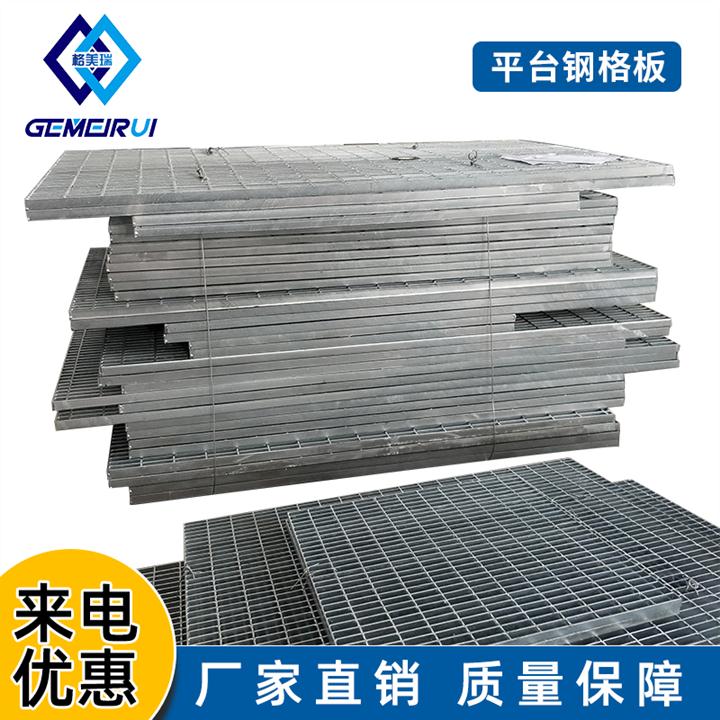
防滑格栅板(钢格栅板)由一面是锯齿状的扁钢和麻花钢焊接制成,具有普通防滑钢格板所有的特点和用途以外还具有较强的防滑能力,尤其适用于楼梯、潮湿、滑腻场合,北方冰雪覆盖时间长的地方和海上采油平台等。防滑格栅板(钢格栅板)采用热浸镀锌表面处理,具有很强的防腐蚀能力。 一般钢格板安装斜度大于10°时应采用防滑扁钢制作。
二:防滑格栅板特点
1.成本比普通平面型钢格板稍高
2.种类多,有T1-T4四种踏步板可供选择
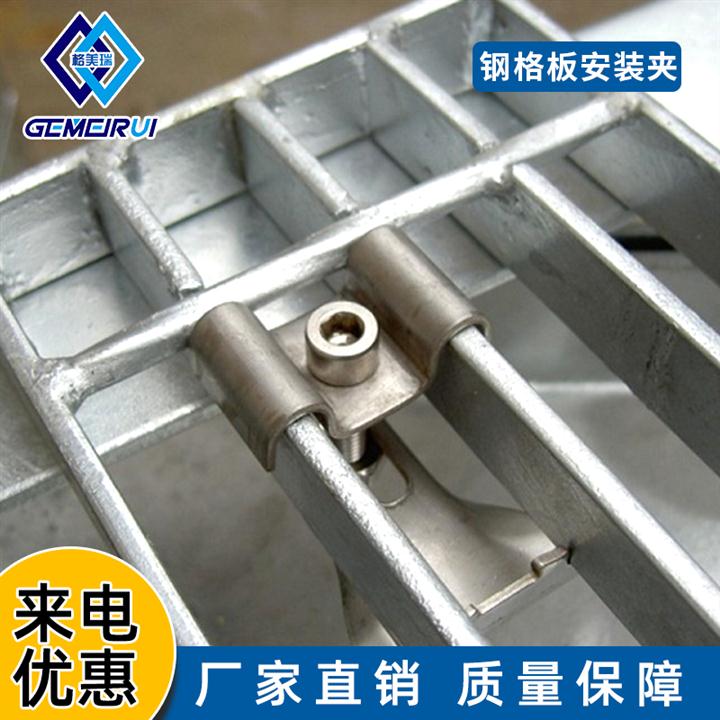
3.施工简单,可焊接固定可螺栓固定
4.使用寿命长,安装的时候一两个人即可完成安装,方便清理
5.锯齿外形,整体表面平整,美观现代,设计精巧,可定做
6.透光性好,防滑系数高,安全
7.不积水,通风性好,设计简单
压力焊钢格板架与人工焊钢格板架的对比分析目前钢格板的焊接方法有两种:机械压焊和手工焊接。镀锌钢格板他是在高温下把锌锭融化,在放入一些辅助材料,然后把金属结构件浸入镀锌槽中,使金属构件上附着一层锌层。热镀锌的优点在于他的防腐能力强,镀锌层的附着力和硬度较好。产品镀锌后重量有所增加,我们常说的上锌量,也主要是针对热镀锌来说的。毕竟,哪种焊接方法是好的,仔细分析如下:
钢格板焊接原理
采用高压电阻压力焊机进行压力焊接,轴承扁钢预先放在特定的模具上,然后机械手自动将横杆放在均匀排列的扁钢上,并通过强大的电焊功率和液压将横杆压入扁钢中,使焊点牢固、优质、稳定、强度高。镀锌钢格板他是在高温下把锌锭融化,在放入一些辅助材料,然后把金属结构件浸入镀锌槽中,使金属构件上附着一层锌层。热镀锌的优点在于他的防腐能力强,镀锌层的附着力和硬度较好。产品镀锌后重量有所增加,我们常说的上锌量,也主要是针对热镀锌来说的。然后根据用户要求的长度用切割机切割它,然后手工焊接边缘。机器压力焊接效率相对较高,但机器生产尺寸不能超过1.2米宽,尺寸不能太零碎。机器焊接有一定的尺寸限制,有些特殊形状和插入式钢板不能由机器生产,只能手工焊接。适用于规格固定、需求量大的客户。焊接工艺受设备、电流和电压匹配的影响,两根焊条的焊接强度高于单根焊条。焊接工艺也与原料扁钢的高度有关。扁钢的宽度误差会影响焊接强度,使强度不一致。该工艺的缺陷是假焊和虚焊,伪焊和虚焊易使横杆脱落。由于设备的额定能力,不能生产出大截面的重钢格板格板。焊接工艺的额定容量低于800KVA,只能用作4 mm厚的平板网板,而1250KVA一般可作为5~6 mm厚的平板网板使用。
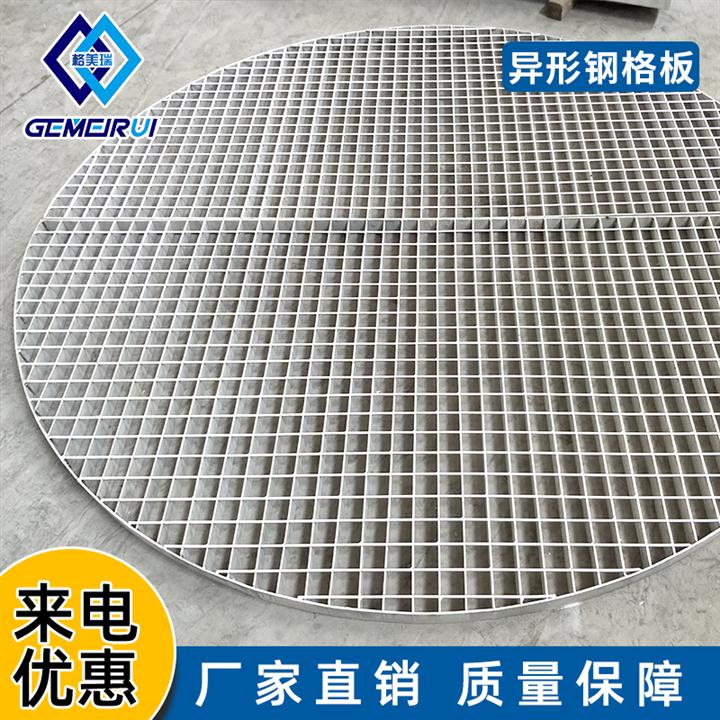
手工焊接的钢格板先在扁钢上打孔,然后将横杆放入孔内进行点焊。横杆和扁钢之间会有间隙,但每个接触点都可以焊接。为了实现扁钢和大麻钢同样的熔化连接,使焊接更加牢固,强度得到提高,但外观不如压力焊美观!生产工艺灵活,产品多样化,基本上可以生产出全系列的钢格板,具有重负荷的优点;由于全手工焊接,容易焊接薄弱,漏焊、假焊,造成假焊和漏焊强度降低。实际上,手工焊接和机器焊接是相似的,可以根据客户的需要来选择。异型钢格板架和插入式钢格板只能手工焊接,不能机械焊接,这也是人工焊接的优点。
钢格板格板的压力焊接和手工焊接的优缺点
机器制造的钢格板是采用压力焊的方法,其表面比人工生产的更均匀、更美观、更整齐、效率更高。但规格单一,适合批量生产;然而,人工焊点虽然不够美观,尺寸不均匀,但可以产生不同的形状和尺寸。要求的数量没有限制,更适合于工程项目。机器生产容易丢失,通常扁钢尺寸为6米长。如果数量不够大,钢格板扁钢方向尺寸为0.9米,则每根扁钢将损失60厘米。采用32种扁钢制成0.9m×1m的网架,网损3.6m,损失率12.5%,人工生产可大大降低网损。
钢格板格板的成本
实际上,钢格板格板的成本较低,手工焊接的成本较低,原因如下:1。与手工焊接相比,钢格板格板的焊接成本更低。
(4)热镀锌格栅板横杆:材质为Q235A或304不锈钢的圆钢、扭绞方钢、方钢或六角钢。扭绞方钢是由盘园经方模拉丝并扭绞而成,其常用规格有5*5、6*6、8*8mm等。
5.按横杆间距:两相邻横杆的中心间距通常为50MM,100MM,两种。
-/gjcjdj/-
http://www.czgmr.com